Роликовый нож для листового металла своими руками
Содержание статьи:
Резка металла – один из самых популярных и распространенных способов обработки такого материала. При этом обязательным является использование специальные инструментов, которые предоставляют возможность осуществлять резку листового металла, поскольку сделать это без использования дополнительных приспособлений нереально.
Технология резки состоит в том, что на заготовку из того или иного материала воздействует режущий край инструмента. Острая режущая кромка инструмента движется по поверхности металла, разрезая его. Во время этого процесса срезаемый слой подвергается пластической деформации.
Резка металла в домашних условиях
Резка листового металла
Основными инструментами для резки в домашних условиях являются фрезы, диски, сверла. Использование таких инструментов дает возможность придать детали требуемую форму, отполировать металлическую поверхность, приводя ее к необходимым размерам.
При использовании таких способов на поверхность металла воздействует нож или другой станок. При этом очень важно, чтобы его резец имел более высокую твердость, чем заготовка, иначе никакого резания и не будет происходить.
Самым распространенным способом резки металла в домашней мастерской является механическая резка. Такой способ обработки материала является достаточно экономичным, способен обеспечить очень ровный край заготовки. Единственный его недостаток – обычно можно осуществлять только прямолинейную резку металла.
Роликовые ножи для металла
Очень часто в современной металлообрабатывающей промышленности для резки листового металла используются роликовые ножи. Работа такого инструмента заключается в работе двух основных его элементах – режущих дисках. Вращаясь в разные стороны, эти ролики-диски вдавливаются в материал, осуществляя его разрезание. За счет трения металла и ножей между собой заготовка продвигается по инструменту.
Чаще всего встречаются роликовые ножи по металлу, что состоят из двух роликов. В таком инструменте есть два вращающихся диска – нижний и верхний. Сейчас встречаются такие инструменты трех типов ножей:
- с параллельным положением;
- с одним наклонным;
- с несколькими наклонными.
Первая группа такого инструмента для резки предназначена в основном для разрезания материала на полосы.
Вторая группа – предназначена для нарезания металла на полосы, а также для круглых и кольцевых заготовок.
Третья группа в основном используется для резки кольцевых, круглых и криволинейных заготовок с небольшим радиусом.
Все такие ножи хорошо подходят для быстрого разрезания листового металла. При этом обрезанный край материала не нуждается ни в какой дополнительной обработке.
Самодельные роликовые ножи
Конструкция самодельного роликового ножа
Стоимость даже самых простых моделей роликовых ножей сейчас очень высокая. Поэтому приобретать такой инструмент имеет смысл только в том случае, если такая обработка листового металла будет проводиться очень часто. В противном же случае, для одноразового или периодического использования такая покупка себя не оправдает с материальной точки зрения.
В подобном случае более правильным решением будет попытаться изготовить такой инструмент своими руками.
Конструкций роликовых ножей может быть очень много, поэтому сделать самостоятельно нож не составит особого труда. Но основная часть инструмента – режущие ножи – должны быть изготовлены из самого качественного и прочного сплава, прочность которого превышает разрезаемый материал. В противном случае качество обрезанного края будет очень низким, потребуется его дополнительная обработка.
Обычно даже в заводских моделях роликовых ножей ресурс находится в пределах 25 км листового металла толщиной в 0,5 миллиметра. Если же резать листовой металл с большей толщиной, то и ресурс использования инструмента будет снижаться. Но после этого ролики можно наточить, в результате чего инструмент снова будет готов к работе.
Что же относится к ресурсу использования самодельных роликовых ножей, то он напрямую зависит от качества материала, из которого сделанные режущие части станка.
Из чего можно сделать ножи
Роликовый нож из подшипников
В случае собственноручного изготовления такого инструмента основная проблема – выбрать подходящий материал, который и будет резать металлические заготовки.
Так, в случае необходимости резать не самый прочный листовой металл – алюминий, оцинкованную сталь и тому подобное, неплохим решением будет использовать обычные подшипники, торцы которых необходимо предварительно заточить.
Для врезания таких ножей в металл один из роликов – приводной, нужно установить на ручку, при помощи которой можно прижимать ножи к материалу. После этого останется только тянуть металл, удерживая ручку самодельного станка прижатой к основанию.
Чем большим при этом будет диаметр подшипников, тем большую скорость резания будет иметь такой ручной инструмент.
Таким образом, сейчас можно найти немало конструкций самодельных роликовых ножниц для резки. Самое сложное при этом – найти детали, которые можно будет использовать в качестве ножей. Для более удобного использования станка, сделанного своими руками, его можно будет дополнительно оборудовать направляющими, которые позволят ровно отрезать заготовку.
При этом готовый инструмент, в случае необходимости, можно будет устанавливать на любой металлообрабатывающее оборудование, к примеру, на листогибочный станок.
Обзор и сравнение заводских моделей
| Модель ножа | Trim Cutter 3017 | RNK 098A | для станка LBM |
| Толщина резки, мм | 0,7 | 1 | 0,8 |
| Вес, кг | 4 | 1,11 | 7,92 |
| Габариты, мм | 220*180*260 | 180*150*200 | 460*250*300 |
| Цена, руб | 27163 | 39390 | 21019 |
- Trim Cutter 3017
- RNK 098A
- для станка LBM
Роликовые ножницы для резки листового металла своими руками
Порезка листового материала на части выполняется с применением различного инструмента. Роликовые ножницы для резки листового металла пользуются популярностью, тенденция объясняется простотой конструкции и высокой производительностью. Устройство применяется в условиях промышленности и небольшой мастерской.
Роликовые ножницы для резки листового металла пользуются популярностью, тенденция объясняется простотой конструкции и высокой производительностью. Устройство применяется в условиях промышленности и небольшой мастерской.
Характеристики ножниц
Целевое назначение роликовых ножей заключается в порезке стального листа толщиной до 1 мм. Они необходимы на участке по выпуску коробов вентиляции, при работе с кровельным металлом, при строительстве забора и обустройстве кровли.
Механизм используется для получения полуфабрикатов под последующую гибку профилей различного назначения. Оборудование устанавливают в автомастерских по ремонту кузова автомобилей. Во вспомогательных производствах готовят заготовки для сборки стеллажей и шкафов.
Ножницы с роликами с успехом заменят ручной вариант или гильотину благодаря ряду преимуществ:
- Компактные габариты и небольшой вес.
- Простое устройство.
- Удобны в использовании.
- Просто настраиваются.
- Подходят для работы с листами из разного материала: алюминия, меди, жести, стали, кровельного железа.
Обработанное изделие получается с чистым резом при отсутствии заусенцев и загибов. Листовой вид металла резать подобным приспособлением легко.
Ножницы можно приобрести в специализированном магазине либо изготовить самостоятельно. Все зависит от выполняемых объемов и экономической составляющей. При норме ежесуточной резки 30–50 метров и более потребуется промышленный образец.
Описание ножниц
Задача по разделению листа металла на части решается за счет разрушения прочностных связей на локальном отрезке.
Силовая часть состоит из двух режущих роликов-дисков с разнонаправленным вращением. Режущие кромки у них лежат в одной плоскости. При вращении ролики вдавливаются в поверхность и происходит резка за счет деформации сдвига. Подача листовой заготовки на инструмент происходит с помощью трения ножей о металл.
Конструкция механизма для резки включает два вращающихся ролика, расположенных один над другим. В зависимости от исполнения режущей части, роликовые ножи различают:
В зависимости от исполнения режущей части, роликовые ножи различают:
- С одной наклонной кромкой для прямой продольной порезки и вырезания круглых и кольцевых заготовок.
- С параллельным положением ножей, выполняющие резку материала полосами с высоким качеством. Встречаются чаще всего.
- С несколькими наклонными кромками для удобной резки заготовок криволинейной, круглой и кольцевой формы с небольшим радиусом.
Все виды ножниц обеспечивают порезку листового материала с высоким качеством, без необходимости в последующей зачистке обрезанного края.
Для повышения производительности и получения ровного реза корпус с роликовыми ножами устанавливают на стационарный станок.
Оборудование для резки включает станину с опорными поверхностями, оснастку для фиксации материала и роликовый нож. Последний содержит корпус из стального сортамента, накладную ручку, режущие ролики, механизм регулировки зазоров в нескольких плоскостях.
Материалом для режущих дисков служит инструментальная сталь.
Завод-изготовитель закладывает ресурс работы в среднем 25 км, чтобы резать листовой метал толщиной 0,5 мм. С увеличением толщины ресурс работы пропорционально снижается. Режущий элемент подлежит переточке, что существенно повышает срок активной эксплуатации.
Как сделать роликовый нож
Покупная модель роликовых ножниц даже самой простой конструкции невыгодна для приобретения в небольшую мастерскую или частное хозяйство. Пользоваться приходится нечасто, а стоит устройство дорого. Оптимальным решением является изготовление ножниц своими руками.
Конструкция механизма может быть различной, но в основе всегда будет режущий нож в форме ролика. Выбранный материал для изготовления ножей определяет производительность устройства и качество реза. Ножи должны быть прочными и надежными, с твердостью поверхности значительно превосходящей твердость разрезаемого материала. Иначе не получится качественный рез, кромки придется дополнительно обрабатывать.
Самодельные роликовые ножи делают из подшипников. Для этого затачивают торцы, чтобы получилась режущая кромка. Приводной ролик крепят на ручке. При работе ею вдавливают нож в заготовку. Нижний ролик устанавливается стационарно. В процессе резки нужно одной рукой прижимать ручку с роликом, а другой тянуть лист металла.
Выбор большего диаметра подшипников увеличит скорость порезки.
Для удобства и точной резки дополнительно устанавливают направляющие.
Регулировка осуществляется с помощью овальных отверстий, набора прокладок и специальных болтов.
При владении приемами металлообработки изготовление устройства для порезки занимает 7–10 дней вместе с настройкой.
Видео по теме: Роликовые ножницы своими руками
Ножницы по металлу роликовые: характеристики, разновидности
Точный раскрой листового металла позволяет использовать детали без затрат на обработку и доводку торцов. Тонкий прокат удобно резать роликовыми ножницами по металлу. Они быстро скользят по разметке, отделяя полосы и фигурные заготовки. Края получаются ровные, аккуратные. Модели разных конструкций дают возможность выбрать ножницы под конкретную работу. Простой механизм можно собрать самостоятельно, используя ненужные детали и выработавшие свой срок подшипники.
Простой механизм можно собрать самостоятельно, используя ненужные детали и выработавшие свой срок подшипники.
Роликовые ножницы (Фото: Instagram / sferainnova)
Предназначение
В домашней мастерской используют ручные роликовые ножницы для разрезания стального листа малой толщины, оцинковки, профлиста. В зависимости от конструкции, приспособление позволяет делать быструю нарезку полос с ровными краями и выкраивать фигурные детали с плавными линиями контура.
На производстве роликовые ножницы используют для дополнительной обработки обрезных деталей, раскроя профнастила при кровельных работах, резки других видов материалов. Компактное устройство не требует специального места для работы. Металлический кровельный материал режется по разметке в любом положении.
Устройство и принцип работы
Инструмент состоит из основания и рычага. Детали соединены осью, вокруг которой вращается верхняя часть механизма. Простая модель ножниц имеет один режущий ролик сверху и опорную площадку для листа снизу. Простой механизм справляется с листами толщиной до 0,5 мм и режет только по прямой линии.
Основные виды роликовых ножниц оснащены двумя дисками. Нижний закреплен в корпусе на неподвижной оси. Верхний нож перемещается перпендикулярно направлению реза для регулировки зазора между режущими кромками. Ролики имеют перпендикулярные стороны относительно режущей кромки в ножницах для резки небольших партий заготовок из тонкого листа по прямой. Сточенные под углом торец и обод увеличивают производительность и технические возможности инструмента.
Лист продвигается в зону реза и постепенно, по радиусу дисков, сдавливается режущими кромками. Происходит разрушение связей на кристаллическом уровне. Торец разрезанных деталей имеет ровный край с немного загнутой верхней кромкой. На нем хорошо видно зерно металла.
Инструмент перемещается вдоль шаблона или по разметке. Форма детали повторяется многократно с одной установки инструмента и приспособлений. Тонкие единичные заготовки с большой площадью удобнее резать при фиксированном положении ножниц.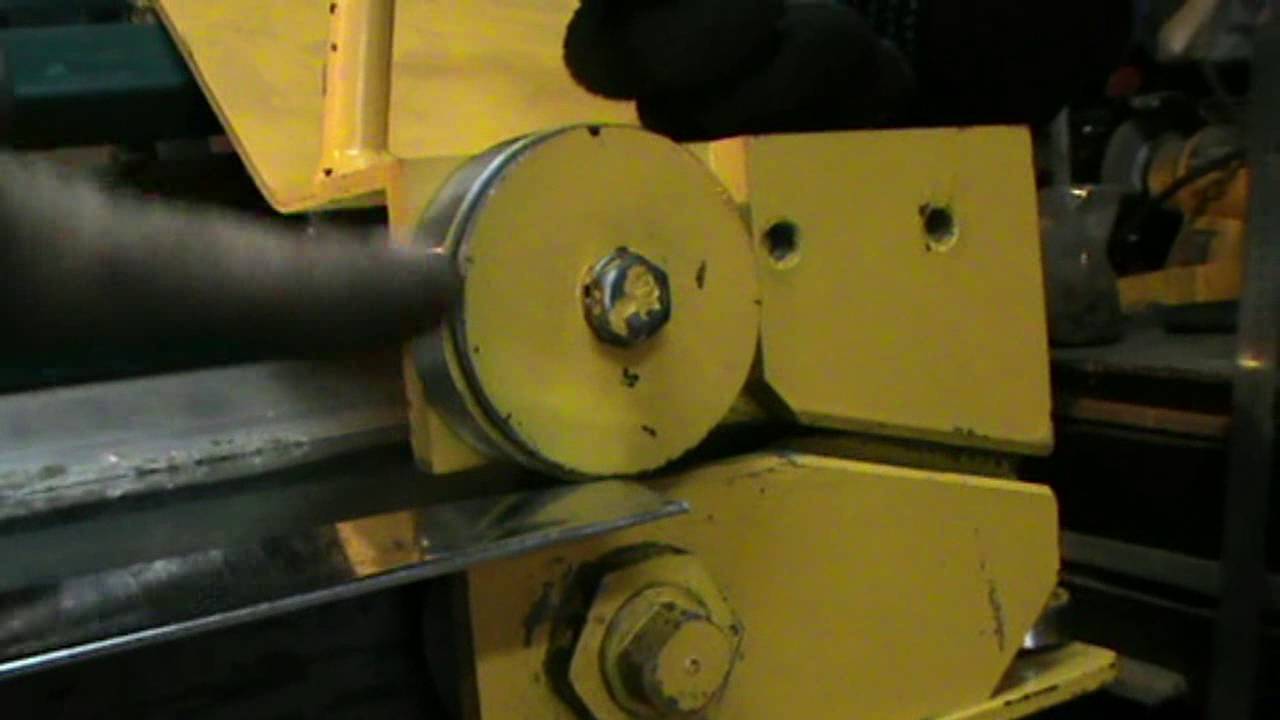 Рабочий вручную перемещает лист в соответствии с разметкой.
Рабочий вручную перемещает лист в соответствии с разметкой.
От правильно выставленного зазора между ножами зависит усилие работы устройства, вид торца, срок эксплуатации ножей. Металл разрушается не перпендикулярно плоскости. Линия разлома проходит под небольшим углом. Расстояние между ножами составляет 0,1 толщины листа. Для тонких деталей до 1 мм ножи выставляется практически без зазора. Они при смыкании должны заходить друг за друга, не касаясь режущих кромок. Оптимальный режим резания обеспечивает стачивание торцевых поверхностей роликовых ножей на угол 3–5 градусов. По ободу скос примерно 12–15 градусов. При правильном зазоре усилие реза почти в 2 раза меньше деформации, производимой ровными кромками. Срок службы самих роликов между заточками увеличивается в несколько раз.
Работа роликовыми ножницами (Фото: Instagram / sferainnova)
Технические характеристики
Технические показатели:
- максимальная толщина разрезаемого листа;
- диаметр дисков;
- обрабатываемые марки металлов и сталей;
- фигурная или плоская резка;
- тип, подвижность ножей;
- тип привода;
- правые, левые.
В паспорте толщина разрезаемого листа указывается по углеродистым сталям. Алюминиевый, медный лист мягче. Их допустимая толщина превышает сплавы на основе железа на 30–50%.
Возможность фигурной резки, минимальный радиус линии о указываются в паспорте.
По взаимному расположению ножей относительно линии разметки выпускают в основном правые ножи. Левые востребованы мало, отличаются только зеркальным расположением всех деталей.
Для механизмов с электрическим приводом указывается производительность или скорость реза.
Разновидности
Инструмент для резки бывает ручным, с электроприводом. Первыми инструментами для резки пользуются в домашних мастерских, бригадами кровельщиков, автослесарями. Электрические модели устанавливают на производстве.
По расположению режущих роликов и их подвижности, различают ножницы:
- с неподвижными роликами;
- с одним подвижным роликом;
- с двумя вращающимися ножами.


Модели с неподвижными роликами используются для резки полос по ровной линии. Устройство движется вдоль линейки, или закрепляется неподвижно и через него протягивается лист. Раскрой ограничен толщиной листа до 0,7 мм.
Пользуясь инструментами для резки листа с верхним вращающимся роликом, рабочий затрачивает сил на 20–30% меньше. Металл скользит по нижней опоре под вращающийся круглый нож. Кроме ровных полос, ножницы могут резать лист по дуге радиусом более 1 м.
Два вращающихся ножа со скосами по плоскостям, образующим режущую кромку, способны вырезать сложные фигурные детали, резать профилированный лист. Минимальный радиус поворота моделей от 50 мм. Ножницы с подвижными роликами легко скользят по металлу, разрезая его. Проводя роликами по разметке, получают сложные по форме заготовки. Для изготовления больших партий используют шаблон.
Ножницы с одним подвижным роликом (Фото: Instagram / sferainnova)
Принцип выбора
Ножницы выбираются в соответствии с работой, которую они должны выполнять. Для быстрого раскроя листа до 1 мм толщиной по ровной линии достаточно инструмента с одним подвижным роликом.
Чтобы вырезать плавные линии, работать с прокатом до 1,6 мм, производить раскрой без специальной плиты со струбцинами, подойдут модели с 2 вращающимися дисками.
Ролик со скошенными поверхностями и режущей кромкой с углом 82–75⁰ подойдет для обрезки краев штампованных листовых деталей, прямой и фигурной резки листов до 2 мм. Заточенные под углом на обеих поверхностях ножи снижают усилие, прикладываемое к устройству для работы. Они позволяют обрезать излишки металла на деталях, расположенных в разных плоскостях.
При покупке инструмента нужно обратить внимание на следующие факторы:
- материал основания и корпуса;
- наличие ручки и ее удобства;
- способа регулировки зазора между дисками;
- возможностью демонтажа роликов для переточки и замены.
Прочный металлический каркас конструкции гарантирует ее долговечность. С удобной ручкой можно работать долго, с большими нагрузками. В процессе работы диски можно несколько раз перетачивать.
С удобной ручкой можно работать долго, с большими нагрузками. В процессе работы диски можно несколько раз перетачивать.
Преимущества и недостатки
Преимущества:
- безопасная работа;
- малый размер, вес;
- высокая производительность;
- простое устройство;
- ровная обрезанная кромка;
- простота настройки;
- возможность разрезать листы из цветного, черного металла.
При резке металла ножницы перемещаются с помощью ручки или электродвигателя вдоль линии шаблона или разметки. Непрерывность реза увеличивает производительность работы, уменьшает нагрузку на руки. Компактное устройство режет рельефные листы в любом направлении.
По своей конструкции устройство простое. Его легко можно сделать самостоятельно. Настройки изменяются поворотом всего одного винта. В результате режутся все материалы, включая вязкую медь и хрупкий алюминий.
Недостатки:
- толщина разрезаемого листа ограничена;
- с неподвижным роликом режут только по прямой линии;
- модели с 2 вращающимися ножами не могут резать по малым радиусам;
- при вырезании отверстий им требуется точка вреза — малое отверстие, с которого можно начинать работать.
Инструмент используют на крупном производстве. Их устанавливают на автоматы и станки с ЧПУ.
Дисковые ножницы (Фото: Instagram / sferainnova)
Производители и стоимость
Самым известным изготовителем роликовых ножниц является компания Makita. Она предоставляет большой выбор моделей от облегченных с одним нерегулируемым роликом для листов менее 0,5 мм, до сложных многофункциональных механизмов, способных обрезать кромки и делать раскрой заготовок толщиной до 4 мм.
Изделия с маркировкой SMR выпускает российская компания СтанкоПоставка. Она производит промышленные и ручные модели ножниц для фигурной резки.
Фирма Van Mark (США) выпускает прочные, удобные дисковые ножи. Они имеют металлическое основание, пластиковый кронштейн для крепления и управления.
Изготовление своими руками
Самая простая конструкция роликовых ножниц для резки листового металла, сделанная своими руками, имеет основание из уголка 100–120 мм. Чертеж для простой модели нужен только для расчета расстояний между осями, размером косынок. Ролики делаются их подшипников. Изготовление:
- Подготовить подшипники.
- Шлифовать обод по торцу пока не удалится фаска, и угол станет острым.
- Обрезать уголок длиной 200 мм. Обработать торцы, удалить заусенцы, острые кромки.
- Разметить место под ось нижнего ролика. Он должен находиться на уровне со второй плоскостью уголка.
- Приварить валик диаметром равным отверстию подшипника. Он должен располагаться параллельно второй полке.
- Закрепить нижний подшипник, уже заточенный.
- К верхней полке угольника приварить косынки. В них сделать отверстие, установить ось для верхнего ролика.
- Закрепить подшипник на оси. Установить пружину, винт для регулировки зазора.
- Сделать сверху ручку.
Самодельные ножницы по металлу в качестве направляющей опоры для правильной конфигурации реза, используют металлический прямоугольный профиль, деревянный брус.
Эксплуатация
При изготовлении большой партии деталей лист крепится на верстаке. На него устанавливаются направляющие для ножниц или выставляется шаблон. Процесс резания начинается от края листа. В цельном металле делается отверстие, куда заводится нижний диск. Прижимая ножницы вниз и к шаблону, устройство за ручку продвигается вперед.
Перед началом работы проверяется целостность режущей кромки, выставляется зазор, в зависимости от толщины обрабатываемого материала.
Резать листовой металл обычными ножницами утомительно. Использовать болгарку для раскроя тонкого листа нерационально. Для этого следует применять дисковые ножи по металлу.
Как сделать роликовые ножницы для резки листового металла своими руками.
 Выполнение роликовых ножниц для резки металла дома Дисковый резак для оцинковки своими руками
Выполнение роликовых ножниц для резки металла дома Дисковый резак для оцинковки своими руками
Резка металла в домашних условиях – процесс достаточно утомительный. Да и качество её зачастую оставляет желать лучшего, вынуждая проводить дополнительную обработку полученных граней. Исправить ситуацию во многом позволяет задействование специальных приспособлений, в том числе и изготовленных своими руками. Об одном из таких устройств, а именно о роликовом ноже, мы с вами сегодня и поговорим.
Роликовые ножи для металла
Роликовый нож обретает сегодня всё большую востребованность и популярность. Связано это не только с высокой продуктивностью подобного приспособления, но и достаточно простым его устройством. Принцип действия механизма прост – два режущих диска-ролика вращаются в разные стороны, вдавливаясь в поверхность металла и проводя, таким образом, его резку. Трение между металлом и ножами обеспечивает беспрепятственное продвижение заготовки по инструменту.
В подавляющем большинстве случаев роликовые ножи для резки листового металла включают в себя два вращающихся ролика – верхний и нижний. В зависимости от используемой вариации режущего элемента, подобные инструменты могут быть классифицированы следующим образом:
- Ножи параллельного положения – используются для резки металла на полосы, обеспечивая при этом весьма приемлемое качество;
- Кромки с одной наклонной – данная группа позволяет проводить не только продольную нарезку материала, но и вырезать кольцевые и круглые заготовки;
- Ножи с несколькими наклонными – подобные устройства дают возможность проводить эффективный рез заготовок круглой, криволинейной или же кольцевой формации при небольшом радиусе.
Стоит заметить, что все вышеперечисленные вариации прекрасно справляются с резкой листовой стали, при этом обрезанные края не требуют к себе дополнительного внимания и последующей обработки.
Самодельные роликовые ножи
При всех своих несомненных преимуществах, даже наиболее простая модель роликового ножа имеет вполне приличную стоимость. Этим и обусловлена нецелесообразность его приобретения для проведения разовых работ или же периодического задействования. Впрочем, оптимальное с финансовой точки зрения решение всё же существует – роликовый нож вполне можно изготовить своими руками в домашних условиях.
Этим и обусловлена нецелесообразность его приобретения для проведения разовых работ или же периодического задействования. Впрочем, оптимальное с финансовой точки зрения решение всё же существует – роликовый нож вполне можно изготовить своими руками в домашних условиях.
Конструкция подобного приспособления может быть самой разной. Наиболее распространённые вариации представлены ниже (фото, фото 2). Но в любом случае, основная часть остаётся неизменной – режущий нож. Изготавливать его следует из максимально прочного и надёжного стального сплава, прочностные показатели которого в обязательном порядке должны превосходить аналогичные параметры у разрезаемого материала. При несоблюдении этого условия качество реза будет невысоким, что потребует дополнительной обработки обрезанных кромок.
Практика показывает, что рабочий ресурс ножей фабричного производства составляет порядка 25 км листовой стали, при условии, что толщина её составляет 0,5 мм. При большей толщине ресурс соответственно будет ниже. Впрочем, инструмент можно без проблем заточить и продолжить его эффективное функционирование.
Если же говорить о ресурсе самодельных ножей, то он находится в прямой зависимости от того материала, из которого выполнены режущие части агрегата.
Из чего можно изготовить нож
Варианты могут быть самыми разными, здесь нужно обращать внимание на то, что именно планируется резать. Так, если это будет не самая прочная по своей структуре листовая сталь, в том числе, алюминий, оцинкованный металл и прочие подобные материалы, вполне подходящим решением будут самые обычные подшипники. Правда для этого придётся провести предварительную заточку их торцов.
Для проведения резки, один из роликов, тот, который будет играть роль приводного, устанавливается на рукоять, за счёт которой и будет осуществляться прижим ножа к металлу. Обратите внимание, чем больше диаметр подшипников, тем с большей скоростью можно будет проводить резку материала.
Чтобы процесс резки проходил с максимальным комфортом и точностью, приспособление можно дополнительно оснастить направляющими – сложности особой это не составит, зато в дальнейшем гарантировано сослужит добрую службу.
Полученный инструмент достаточно универсален и его вполне можно использовать в комплексе с самым разным металлообрабатывающим оборудованием, в том числе и листогибочными станками, изготовить которые также можно самостоятельно в домашних условиях.
Порезка листового материала на части выполняется с применением различного инструмента. Роликовые ножницы для резки листового металла пользуются популярностью, тенденция объясняется простотой конструкции и высокой производительностью. Устройство применяется в условиях промышленности и небольшой мастерской.
Характеристики ножниц
Целевое назначение роликовых ножей заключается в порезке стального листа толщиной до 1 мм. Они необходимы на участке по выпуску коробов вентиляции, при работе с кровельным металлом, при строительстве забора и обустройстве кровли.
Механизм используется для получения полуфабрикатов под последующую гибку профилей различного назначения. Оборудование устанавливают в автомастерских по ремонту кузова автомобилей. Во вспомогательных производствах готовят заготовки для сборки стеллажей и шкафов.
Ножницы с роликами с успехом заменят ручной вариант или гильотину благодаря ряду преимуществ:
- Компактные габариты и небольшой вес.
- Простое устройство.
- Удобны в использовании.
- Просто настраиваются.
- Подходят для работы с листами из разного материала: алюминия, жести, стали, кровельного железа.
Обработанное изделие получается с чистым резом при отсутствии заусенцев и загибов. Листовой вид металла резать подобным приспособлением легко.
Ножницы можно приобрести в специализированном магазине либо изготовить самостоятельно. Все зависит от выполняемых объемов и экономической составляющей. При норме ежесуточной резки 30–50 метров и более потребуется промышленный образец.
Описание ножниц
Задача по разделению листа металла на части решается за счет разрушения прочностных связей на локальном отрезке.
Силовая часть состоит из двух режущих роликов-дисков с разнонаправленным вращением. Режущие кромки у них лежат в одной плоскости. При вращении ролики вдавливаются в поверхность и происходит резка за счет деформации сдвига. Подача листовой заготовки на инструмент происходит с помощью трения ножей о металл.
Конструкция механизма для резки включает два вращающихся ролика, расположенных один над другим. В зависимости от исполнения режущей части, роликовые ножи различают:
- С одной наклонной кромкой для прямой продольной порезки и вырезания круглых и кольцевых заготовок.
- С параллельным положением ножей, выполняющие резку материала полосами с высоким качеством. Встречаются чаще всего.
- С несколькими наклонными кромками для удобной резки заготовок криволинейной, круглой и кольцевой формы с небольшим радиусом.
Все виды ножниц обеспечивают порезку листового материала с высоким качеством, без необходимости в последующей зачистке обрезанного края.
Для повышения производительности и получения ровного реза корпус с роликовыми ножами устанавливают на стационарный станок.
Оборудование для резки включает станину с опорными поверхностями, оснастку для фиксации материала и роликовый нож. Последний содержит корпус из стального сортамента, накладную ручку, режущие ролики, механизм регулировки зазоров в нескольких плоскостях.
Материалом для режущих дисков служит инструментальная сталь.
Завод-изготовитель закладывает ресурс работы в среднем 25 км, чтобы резать листовой метал толщиной 0,5 мм. С увеличением толщины ресурс работы пропорционально снижается. Режущий элемент подлежит переточке, что существенно повышает срок активной эксплуатации.
Как сделать роликовый нож
Покупная модель роликовых ножниц даже самой простой конструкции невыгодна для приобретения в небольшую мастерскую или частное хозяйство. Пользоваться приходится нечасто, а стоит устройство дорого. Оптимальным решением является изготовление ножниц своими руками.
Конструкция механизма может быть различной, но в основе всегда будет режущий нож в форме ролика. Выбранный материал для изготовления ножей определяет производительность устройства и качество реза. Ножи должны быть прочными и надежными, с твердостью поверхности значительно превосходящей твердость разрезаемого материала. Иначе не получится качественный рез, кромки придется дополнительно обрабатывать.
Самодельные роликовые ножи делают из подшипников. Для этого затачивают торцы, чтобы получилась режущая кромка. Приводной ролик крепят на ручке. При работе ею вдавливают нож в заготовку. Нижний ролик устанавливается стационарно. В процессе резки нужно одной рукой прижимать ручку с роликом, а другой тянуть лист металла.
Выбор большего диаметра подшипников увеличит скорость порезки.
Для удобства и точной резки дополнительно устанавливают направляющие.
Регулировка осуществляется с помощью овальных отверстий, набора прокладок и специальных болтов.
При владении приемами металлообработки изготовление устройства для порезки занимает 7–10 дней вместе с настройкой.
Каждому промышленному предприятию или частному лицу, которое занимается металлообработкой, требуется станок для резки металла, что отвечает заданным требованиям к стоимости, производительности и безопасности. Сегодня выделяют большое количество разных методов обработки металла — обработка металла плазмой, лазером и давлением, а также ручная резка металла ножницами. Если вы ещё не определились с оптимальным методом и подходящим оборудованием для резки металла, наша статья поможет вам сделать это.
Виды резки металла
Процесс резки металла представляет из себя отделение заготовок от металла литого, сортового или листового. Наиболее распространенными и эффективными с экономической позиции на сегодняшний день выступают такие методы, как плазменная, лазерная и газовая резка. Очень часто металл режут пресс-ножницами, которые способны пробивать пазы и отверстия разных форм в стали разнообразной прочности.
При выборе одного метода обработки металла из выше перечисленных рекомендуется ориентироваться на качество самого процесса работы, количество конечных отходов и точность исполнения. Важным моментом выступает и возможность создания небольшой партии деталей в максимально сжатые строки при оптимальной цене резки на профильных производствах.
Более, того выбор одного из них оправдан при учете определенных критериев, таких как эффективность работы, конечный результат, стоимость изделия. При этом существует определенный список металлов и сплавов, с которыми целесообразно работать тем или другим оборудованием.
Газовая резка металла
Газовая резка представляет собой процесс резки металлических изделий, который основан на свойстве металлов, что нагреты до определенной температуры (1200-1300 градусов), гореть в чистом кислороде. Благодаря газовой резке листового металла в наше время можно осуществлять самые разнообразные типы обработки — подготовка кромок для процесса сварки, прямая резка металла, процедура резки под углом.
Сущность технологии
Резку принято начинать с кромки листа. Поверхность, что предназначена для резки, необходимо очистить от ржавчины, окалины и грязи. Кислород и газ в горелки подается из баллонов, где они содержатся в сжатом состоянии. Масса одного баллона равняется 70 кг. Рабочее давление кислорода на один метр квадратный составляет 300 кН, а газа — достигает 50 кН.
Давление при этом можно отрегулировать в редукторе устройства, который навинчен на штуцер кислородного баллона. Редуктор оснащен манометром высокого давления, который показывает давление кислорода в баллоне, а также оборудован манометром низкого давления, что предоставляет информацию о рабочем давлении.
Лист металла прожигается и разрезается струей кислорода, которая подается под большим давлением. Образующиеся окислы железа вытекают в расплавленном состоянии и выдуваются из полости реза. Технология газовой резки металла предполагает использование резака, который представляет собой некую сварочную горелку со специальным устройством для подвода кислорода.
Виды газовой резки
В данном виде сварки традиционно используются водород (коксовый, нефтяной и природный) и ацетилен, пары керосина и бензина, которые могут достигать в процессе горения температуры в 3200 градусов. Зависимо от применяемого горючего газа, выделяют водородно-кислородную, ацетиленокислородную и бензинокислородную резку, а также машинную и ручную резки.
Отдельным видом газовой резки выступает флюсокислородная резка, что позволяет разделять трудно поддающиеся резке металлы — хромоникелевые и высокохромистые стали, алюминиевые сплавы и чугуны. В этом случае процедуру облегчают порошкообразные флюсы, которые вдуваются вместе с кислородом.
Помимо разделительной кислородной резки, когда режущая струя практически перпендикулярна поверхности металла, используют кислородную обработку, в процессе которой режущую струю направляют к поверхности металла под острым углом.
Данным способом режут листы из углеродистых средне- и низколегированных сталей, которые имеют толщину от 1 до 200—300 миллиметров. На видео о газовой резке металла вы увидите, что возможной считается газовая резка стали толще 2 метров. Кислородная резка широко используется в цветной и чёрной металлургии, а также в частном строительстве.
Предъявляемые требования
Чтобы совершить данный процесс, необходимо выполнить ряд требований. Помните, что металл должен обладать большей температурой плавления, чем показатель температуры горения в кислороде. Напротив, оксиды металла должны отличаться температурой плавления меньшей, чем температура плавления выбранного металла.
Следите, чтобы уровень термального воздействия был достаточен для обеспечения непрерывности процесса резки. Обрабатываемый металл не должен обладать слишком высокой теплопроводностью, так как в противном случае тепловая энергия будет быстро отводиться. Соответственно данным критериям, которые предъявляются к газовой резке, для этой процедуры идеально подходят низкоуглеродистые и низколегированные стали и железо.
Достоинства газовой резки
Главным преимуществом газовой резки металла является возможность раскроя листов металла, которые имеют большую толщину — до 200 миллиметров. При этом ширина среза составляет 2-2,5 миллиметров. При помощи оборудования для газовой резки металла можно провести вертикальную кромку среза, что в ходе процесса не будет закаливаться.
Нельзя не вспомнить и об экономической эффективности данной технологии — газовая резка не требует вложения больших финансовых средств. Минимальны требования, что связаны с техническим обслуживанием процесса. Несомненным достоинством газовой сварки металла является и тот факт, что для её проведения не нужна никакая механическая обработка.
Плазменная резка металла
Резка металлов с использованием струи плазмы вместо резца называется плазменной. Поток плазмы формируется в результате обдува сжатой электрической дуги газ, который нагревается и в процессе ионизируется — распадается на положительно и отрицательно заряженные частицы. Плазменный поток обычно имеет температуру близко 15 тысяч градусов Цельсия.
Способы плазменной резки
Выделяют поверхностную и разделительную плазменную резки. Однако на практике широкое использование получила именно разделительная технология резки металла. Сам процесс резки осуществляют двумя методами — плазменной дугой и струей.
При резке металла плазменной дугой он включается в электрическую цепь. Выше упомянутая дуга возникает между изделием и электродом резака из вольфрама. Если вы выбрали вторую методику, то помните, что в резаке дуга формируется между двумя электродами. Разрезаемый лист не включается в электрическую цепь.
По производительности плазменная резка превосходит кислородную. Но если вам нужно порезать титан или металл большой толщины, то рекомендуется отдать предпочтение кислородной резке. При резании цветного металла плазменная резка считается незаменимой. Особенно это касается алюминия.
Аппараты для плазменной резки
Для образования плазмы принято использовать активные и неактивные газы. К первой группе относят воздух и кислород, которые используются при резке черных металлов (меди, стали и алюминия), и неактивные — водород, аргон и азот для резки сплавов и цветных металлов (высоколегированной стали, которая имеет толщину до 50 миллиметров, латуни, меди, алюминия и титана).
К первой группе относят воздух и кислород, которые используются при резке черных металлов (меди, стали и алюминия), и неактивные — водород, аргон и азот для резки сплавов и цветных металлов (высоколегированной стали, которая имеет толщину до 50 миллиметров, латуни, меди, алюминия и титана).
Для механизации процедуры были разработаны аппараты для резки металла — полуавтоматы и переносные машины разных модификаций. Полуавтоматы работают с неактивными и активными газами, в то время как переносные машины используют исключительно сжатый воздух.
Резка металла плазмой в домашних условиях осуществляется при помощи ручных аппаратов, в комплект которых входят режущий плазмотрон, коллектор, кабель-шланговый пакет и зажигалка, предназначенная для возбуждения режущей дуги. Такие комплекты позволяют выполнять ограниченный объем работы с загрузкой оборудования не больше чем на 50%. Поэтому их рекомендуется доукомплектовать на время работы сварочными преобразователями и выпрямителями.
Сущность технологии
Началом процедуры резания металлов является момент, когда возбудилась плазменная дуга. Начав резку, следует поддерживать между поверхностью металла и соплом плазмотрона постоянное расстояние, которое составляет 3 — 15 миллиметров.
Стремитесь к тому, чтобы ток был минимальным в процессе работы, потому что при возрастании силы тока и увеличении расхода воздуха падает ресурс работы электрода и сопла плазмотрона. Но уровень тока при этом должен обеспечивать высокую производительность резки. Самой сложной операцией выступает пробивка отверстий, так как возможно образование двойной дуги и выход плазмотрона из строя.
Помните, что инструмент для резки металла при пробивке должен над поверхностью детали подниматься на 20 — 25 миллиметров. В рабочее положение плазмотрон опускается после того, как лист будет насквозь пробит. Если вы пробиваете отверстия в листах, которые имеют большую толщину, рекомендуется использовать защитные экраны, имеющие отверстия диаметром 10-20 миллиметров. Экраны необходимо помещать между плазмотроном и изделием.
Экраны необходимо помещать между плазмотроном и изделием.
При резке алюминия с использованием аргоноводородной смеси для увеличения стабильности горения дуги содержание водорода не должно быть больше 20%. Резку меди принято выполнять с применением водородосодержащих смесей. Латунь нуждается в азотоводородной смеси или азоте. После резки медь в обязательном порядке нужно зачистить на глубину 1-1,5 миллиметра. Но не это требование совсем не обязательно для латуни.
Лазерная резка металла
Резка лазером является принципиально новым видом обработки металла, который отличается крайне высокой точностью и производительностью. Подобные режущие станки в мире металлообработки совершили революцию, сделав процедуру создания сложных металлических конструкций проще, быстрее и доступнее по цене. Лазерная резка в наше время уверенно вытесняет другие разновидности обработки металлических заготовок и становится все более популярной.
Сущность технологии
Технология лазерной резки металла своими руками на сегодняшний день — одна из самых прогрессивных технологий в создании разных деталей из листовых материалов. Процедура хороша своей универсальностью, потому что она позволяет работать с любыми материалами — металлического и неметаллического происхождения.
Лазерный луч является узконаправленным световым потоком маленького диаметра, что обладает высокой интенсивностью. Если лазерный луч навести на металлическую поверхность или другой твердый объект, изделие нагреется до высокой температуры. Её достаточно, чтобы металл начал плавиться в точке контакта. Но вместе с этим участки поверхности, которые прилегают к лучу, остаются горячими, но не повреждаются.
Двигая по поверхности луч, можно создавать очень тонкую качественную линию резки металла с идеально тонкими краями, несмотря на толщину обрабатываемого металла. Площадь лазерного потока, который попал на плоскость, исчисляют буквально квадратными микронами. Но вместе с этим при лазерной резке плотность энергии, которая направляется на металл, чрезмерно высока, что и служит причиной возникновения области разогрева.
В результате локально совершается расплав металла, который сопровождается уносом молекул вещества. Аппараты для лазерной резки представляют собой обычные координатные столы, что сопрягаются с головкой, которая управляется микропроцессором станка и которая перемещается по заданной программе над поверхностью обрабатываемого листа.
Могут выпускаться станки лазерной резки специального назначения, к примеру, пользуются популярностью в последнее время лазерные станки для труб, что являются пригодными для любых профилей. При этом вы можете провести обработку сразу по всей длине детали. Это достаточно эффективный метод, который обеспечивает жесткий контроль геометрии резки при использовании лазерного станка.
Достоинства лазерной технологии
К несомненным преимуществам лазерной технологии относят:
- полное отсутствие физических деформаций и брака при работе станка;
- возможность функционирования станка с пластичными металлами;
- отсутствие на поверхности готового изделия микротрещин;
- прецизионная точность обработки лазерного станка;
- высокая скорость работы;
- малая толщина реза;
- безотходность станка;
- высокий уровень автоматизации процесса лазерной резки;
- приемлемая стоимость резки металла.
Использование лазерной резки
Работа на лазерном станке происходит при помощи прожигания листового материала насквозь лучом лазера. Благодаря отсутствию прямого контакта детали и режущей головки оборудование позволяет обрабатывать безопасно хрупкие изделия, с успехом справляется с твёрдосплавным материалом, легко обеспечивать скоростной раскрой тонколистовой стали.
Технология считается выгодной и в тех ситуациях, когда продукцию выпускают небольшими партиями, потому что исключаются затраты на изготовление дорогостоящих форм для литья. Оборудование способно справиться со сталью любого состояния и качества, хорошо работает с алюминием, сплавами алюминия, медью, латунью.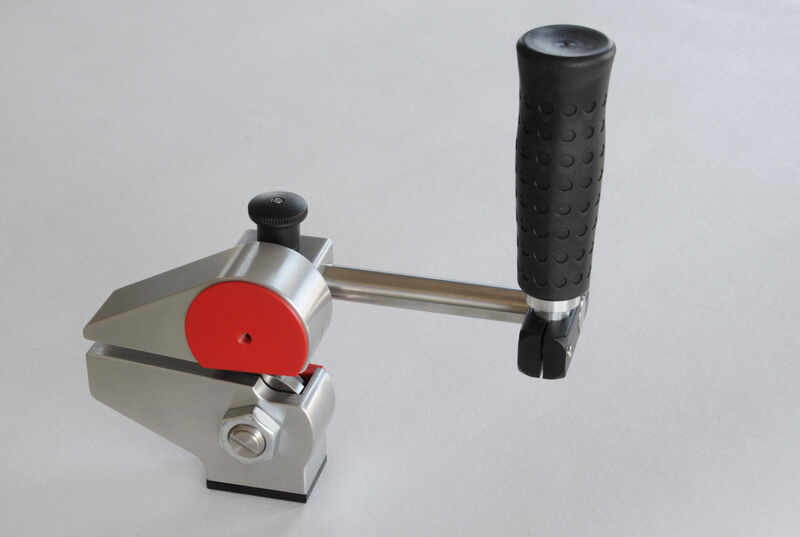
Очень существенным нюансом подобного технологического процесса выступает простота в отношении работы с плоскими и объемными деталями, а также сложными контурами.
Лазерная резка является одной из технологий, в рамках которых себестоимость продукта при создании сложных изделий почти не зависит от величины партии, что обрабатывается станком. Именно поэтому технологии лазерной резки широко применяются в частном строительстве и домашнем хозяйстве, при этом время до получения конечного результата минимально.
Гильотинная резка металла
Для качественного и быстрого раскроя металла используются специальные листовые ножницы — гильотины. Название подобных металлорежущих станков происходит от сходства работы ножниц со средневековым орудием казни. Но сегодня гильотинные ножницы применяются в безобидных целях.
Выбор листовых ножниц
Главными критериями выбора гильотины выступает вид производства: штучное или серийное, толщина листа металла, длина линии продольной резки металла и механическая прочность. Потребители зависимо от своих целей могут выбрать простые ручные или электромеханические гильотины. Многие модели листовых ножниц бывают дополнительно оборудованы промышленной электроникой и опциями, которые повышают производительность резки металла.
Несмотря на изобилие типов привода, у всех моделей гильотин одинаков принцип работы. Для начала размещается на рабочем столе разрезаемый лист по выставленным упорам между нижней и верхней ножами. Предварительно стоит поджать к столу гильотины лист металла прижимной балкой. Дальше перемещается верхний нож и осуществляется резка металла. Затем можно транспортировать готовые детали из зоны резанья металла.
Точность резания листов металла посредством гильотинных ножниц обеспечена прижимным механизмом листа. Резка, как правило, осуществляется по разметке или упору: на гильотинах принято устанавливать точные задние линейки, позволяющие добиваться высокой точности процедуры реза. Некоторые модели оснащены возвратным поддоном для сбора отрезанного металла.
Некоторые модели оснащены возвратным поддоном для сбора отрезанного металла.
Выбирая определенную модель ножниц, нужно точно продумать список востребованных функций, потому что не всегда преимущества работы состоят в большом их количестве, тогда как цена такого станка зависит от данного показателя напрямую. Для работы в домашних условиях вполне подойдет гильотина с набором только необходимых функций, многофункциональные ножницы требуются же на крупных производствах.
Виды гильотин
По принципу устройства листовые ножницы могут быть ручными, пневматическими, гидравлическими, механическими, автоматическими, а также сочетать одновременно несколько комбинаций. Ручные и пневматические гильотины относят к самым простым и используются для прямолинейной резки листов металла.
Гидравлические ножницы с электромеханическим приводом отличаются простотой в управлении и высоким уровнем труда, что можно отметить на видео о резке металла. Точность реза обеспечена регулировкой положения ножей. Огромной популярностью пользуются гильотинные гидравлические ножницы с автоматической или ручной регулировкой зазора, который образуется между ножами.
Использование гильотинных ножниц
Гильотины предназначены для резки в поперечном и продольном направлениях металлических листов, которые имеют разную толщину. Некоторые виды листовых ножниц способны резать круглый, квадратный или угловой металлопрокат. Основными характеристиками гильотин, которые используются для резки металла, считаются длина и максимальная толщина реза.
Использование гильотин позволяет получить точный срез материала без зазубрин и вмятин, при этом оборудование не повреждает полимерное покрытие и окраску металла. Зависимо от технических возможностей применяются гильотинные ножницы на массовых и индивидуальных производствах.
Прочитав нашу статью, вы ознакомились с основными видами резки листового металла. Напомнив ещё раз — гильотинная, лазерная, плазменная и газовая резка. Каждый из них имеет свои достоинства и недостатки. Помните, что каждый вид резки металла связан с использованием специального оборудования и инструмента, что требует от потребителя наличия определенных навыков и строжайшего соблюдения техники безопасности.
Каждый из них имеет свои достоинства и недостатки. Помните, что каждый вид резки металла связан с использованием специального оборудования и инструмента, что требует от потребителя наличия определенных навыков и строжайшего соблюдения техники безопасности.
Резку листового металла можно охарактеризовать как технологический процесс, в результате которого металлическое изделие делится на части, приобретая заданные формы и размеры.
В статье описана обработка листового металла, рассказано о способах резки металла, описаны роликовые ножницы, автоматические линии и т. д., а также рассмотрено специальное оборудование для обработки листового металла (станок, резак и др.).
Способы резки делятся на две основные группы: механическую и термическую.
Прежде чем выбрать определенный тип резки, необходимо узнать преимущества каждого вида, сущность процесса, а также в каких случаях применяется конкретный вид резки.
Основой механической резки является режущий инструмент, имеющий характеристики прочности и твердости выше, чем у обрабатываемого металла.
Еще такой способ обработки называется холодным. К механической обработке относятся гильотинная, ленточнопильная и гидроабразивная и резка болгаркой.
Резка ножницами и болгаркой
Для резки металла данным способом используются специальные гильотинные ножницы, которые можно использоваться для тонколистовых металлов (профлист, оцинковка).
Режущим элементом является нож. Гильотинные ножницы бывают механические, автоматические, пневматические, гидравлические.
Гильотинные ножницы ручные и пневматические имеют самые низкие цены из всех видов оборудования, предназначенных для прямолинейного реза металла.
Однако недорогой инструмент имеет низкую производительность, поэтому приходится прилагать много усилий.
Поэтому чаще всего предпочтение отдается специальным электроинструментам или промышленному оборудованию, которым работать гораздо легче и быстрее.
Электрический инструмент — это болгарка (углошлифовальная машина).
Это связано с тем, что абразивные круги снижают защитные характеристики металла. При резке болгаркой своими руками нужно соблюдать технику безопасности: обязательно должны быть закрыты глаза и руки.
Главной опасностью при работе болгаркой является вылет осколков.
Эффективная резка болгаркой производится пяткой диска – ближней нижней частью круга. Через каждые 5 мин инструмент нужно отключать во избежание перегрева.
Если болгаркой режутся длинные трубы, то начинать нужно со свисающего края. Толстые детали режутся болгаркой прямолинейно.
Гильотинные ножницы работают по следующему принципу: лист для резки располагается на столе между ножами.
Металл нужно прижать к столу балкой, а затем перемещать верхний нож.
Гильотинные ножницы обеспечивают точную резку металла, что объясняется прижимным механизмом. Предназначены гильотинные ножницы для продольной и поперечной резки листового металла. Это приспособление для продольной резки является наиболее популярным.
Инструмент другого вида применим для квадратного, круглого и углового металла, благодаря тому, что нож располагается под любыми углами. Основные характеристики приспособления – длина и толщина среза.
Гильотинные ножницы обеспечивают ровный срез без шероховатостей, нож не портит краску и полимерное покрытие и характеристики обрабатываемого изделия.
Существуют еще дисковые ножницы для продольной резки, которая осуществляется крутящимися круглыми ножами.
Нижние и верхние дисковые ножи крутятся в разные стороны с одинаковой скоростью. Движение обрабатываемого изделия обеспечивается трением о нож.
Преимущественно дисковые ножницы для резки листового металла используются для кровельных работ для продольной обработки.
Дисковые ножницы работают так: обрабатываемый лист укладывается на станок, вставляется между опорными и прижимными рейками.
Затем лист фиксируется зажимами и дисковые ножницы перемещаются по линии реза. Когда дисковые ножницы начинают вращение, нож разрезает изделие.
Дисковые ножницы просты в использовании при продольной резке металла своими руками (особенно, если линии для резки заранее размечены). Нож производит точную и качественную резку.
Данный инструмент предназначен лишь для продольной резки. Довольно востребованными являются автоматические линии.
Автоматические линии состоят из подающего устройства, разматывающего устройства, механизма подачи материала, режущего блока и пульта управления.
Автоматические линии для продольной резки имеют главное преимущество: нет необходимости задействовать людей, так как все операции на линии выполняются под контролем одного человека.
Часто применяются роликовые ножницы. Роликовый нож используется для прямолинейной и фигурной резки. Роликовый нож подходит для вырезания круглых и овальных, квадратных форм.
Ленточнопильная резка
Для такой резки роликовые ножницы не подходят, а используется станок с ленточным резаком, имеющим зубья, расстояние между которыми подбирается, исходя из качества обрабатываемого материала.
Резка имеет прекрасные характеристики: высокая производительность, хорошая чистота обработки, тонкий срез, не превышающий 2 мм.
Такой станок способен обрабатывать любые сплавы. Одним из плюсов является выполнение резки под любым выставленным углом.
Станок также имеет и минусы: отсутствие возможности выполнять фигурную резку.
Гидроабразивная резка используется для материалов различной твердости: бетон, камень, разные виды металла и др. основой данного метода является использование смеси абразивных материалов и воды.
Станок подает смесь насосом высокого давления, достигая высочайшей скорости, что и обеспечивает резку.
Такой метод один из самых перспективных, позволяет тонкие металлы резать без абразивных материалов, только водой.
Термические виды
Термические резки листового металла базируются на термическом воздействии, после чего место среза плавится и сгорает. Основными методами являются газовая, плазменная и лазерная резка.
Основными методами являются газовая, плазменная и лазерная резка.
Газовая резка
Резка и гибка с применением кислородных и горючих газов имеет доступные цены. Метод применим не для всех материалов. Может выполняться и фигурная резка.
Условием качественной резки является температура сгорания металла, превышающая температуру плавления.
Принцип технологии такой: поверхность разогревается до 3000°, что зависит от обрабатываемого металла.
Такая температура достигается с помощью смеси горючего газа и кислорода.
Для качественного среза должен быть правильно отрегулирован объем подачи газа и скорость движения резака.
В основном такой метод используется для монтажных работ, в производстве металлоконструкций.
Метод не лишен и недостатков, к которым можно отнести большую ширину швов и последующую обработку.
Также при неравномерном прогревании поверхности происходит деформация и ухудшение качества металла.
Плюсом является возможность обработки изделий толщиной до 20 см, при срезе в 2,5 мм.
Плазменная резка
Плазменная резка листового металла является современным методом, в котором вместо резца используется струя плазмы.
Основой метода является использование газообразных веществ в высокотемпературном плазменном состоянии, получаемого под влиянием электродугового разряда.
Резка может производиться двум способами: струей и дугой. При обработке дугой лист включается в цепь, дуга образуется между металлом и электродом. При обработке струей резка формируется между двумя электродами.
В качестве плазменного резака могут выступать самодельные приспособления
Плазменный поток возникает на плазмотроне, имеющего электрод, который формирует электродугу.
Плазменная резка используется для резки и гибки разных металлов толщиной до 20 см.
Благодаря высокой температуре отсутствует тепловое воздействие на участки, находящиеся рядом со срезом, что предотвращает деформацию листа, а также не ухудшает характеристики металла.
Особенно это важно при работе с нержавейкой. Может выполняться и фигурная резка.
Плазменная резка и гибка своими руками производятся ручными устройствами, при которых начало резки — момент появления плазменной дуги.
В течение процесса между соплом плазмотрона и металлом нужно поддерживать расстояние до 15 мм.
Лазерная резка
Лазерный станок для резки и гибки металла является новейшим оборудованием. Лазерная резка листового металла основана на тепловой энергии узкосфокуссированного лазерного луча.
Основными достоинствами технологии можно назвать точность, чистоту обработки, тонкий срез.
Метод используется для ювелирных и других изделий, которым требуется сложная фигурная резка и гибка. Метод целесообразно использовать для металла толщиной не более 15 мм.
Цены на оборудование не самые низкие в связи с новизной технологии.
Суть метода заключается в следующем: высокоинтенсивный лазерный луч наводится на металл, нагревая изделие.
После чего поверхность начинает плавиться в месте контакта, а прилегающие участки тоже нагреваются, но не деформируются и не теряют свои характеристики. Двигаясь, луч создает тонкую линию среза с ровными краями.
Инструмент для лазерной резки представлен координатными столами, сопрягающимися с головкой, управляемой микропроцессорами.
Лазерные станки прекрасно обрабатывают хрупкие изделия, твердосплавные материалы.
Обработка листового металла осуществляется различными способами (роликовый нож, станки, резаки и пр.), из которых можно выбрать подходящий вариант резки и гибки своими руками. А для гибки могут использоваться самодельные приспособления.
Все больше набирает обороты консервная промышленность, поставляя на рынок бесчисленное количество сельскохозяйственной консервации. Надежную сохранность пищевой продукции обеспечивает белая жесть. Получение качественного сырья для продвижения бизнеса имеет важное значение. Резка жести обеспечивает изготовление различных упаковок, тары, емкостей, контейнеров и др. Компания «Тинплейт-Сервис» готова предложить самые лучшие услуги.
Компания «Тинплейт-Сервис» готова предложить самые лучшие услуги.
Виды резки белой пищевой жести
Резку листового металла можно осуществить двумя основными способами: ручным и автоматическим. Ручной метод направлен на разрезание полос, заготовок по контуру, пазов с помощью ножниц или ножовочных станков. Такой процесс очень трудоемкий, занимает много физических усилий. Во время резки следует придерживаться техники безопасности, во избежание попадания в глаза осколков.
Резка на автоматических линиях является приоритетной и более востребованной. Оборудование состоит из нескольких устройств:
- Подающего;
- Разматывающего;
- Режущего блока;
- Пульта управления.
Все операции проводятся в автоматическом режиме без привлечения работников, что очень удобно. Управляет только один оператор. Готовые заготовки после резки складываются в пачки до 2 тонн и отправляются оптовым, розничным покупателям.
Заготовки и фигурный раскрой листовой жести
Мы реализуем поставку жести различных видов, с повышенными требованиями, лакированной и с нанесением литографии. Имеются раскроенные листы по заготовленному рисунку, размерам. Из этих шаблонов потом изготавливаются донышки, крышки. Благодаря заготовкам с фигурным резом можно получить экономичный товар. Такой способ удобнее и выгоднее, чем приобретение в рулонах. У нас можно заказать резку жести разнообразных форматов. Произведем нарезку по раскрою металла определенных размеров и толщины, согласно индивидуальным запросам.
Преимущества покупки в компании «Тинплейт-Сервис»
Выполним заказы в Москве и других городах СНГ. Сотрудничество с нашей организацией оставит положительные моменты, направленные на партнерские отношения. Профильное оборудование, наличие высокоскоростной линии по резке, станков, фигурных ножей позволяет выполнять заказы сложных конфигураций, любых объемов. Мы ценим наших клиентов, предоставляем качественные услуги. С нами вы получите выгоды:
- Низкие цены;
- Реализуем жесть в листах;
- Лакирование и литографирование в кратчайшие сроки;
- Экономичность материала при правильном раскрое до 15%;
- Оперативная доставка;
- Специальные предложения, скидки;
- Гарантии качества.

Приоритеты компании направлены на улучшение сервиса, продвижение новейших технологий, с помощью которых достигается безотходность. Сокращение производственных излишек снижает финансовые затраты и способствует развитию бизнеса наших заказчиков.
Роликовый нож для листового металла своими руками
Как сделать роликовый нож для листового металла своими руками. Из чего можно изготовить самодельный роликовый нож?
Резка металла в домашних условиях – процесс достаточно утомительный. Да и качество её зачастую оставляет желать лучшего, вынуждая проводить дополнительную обработку полученных граней. Исправить ситуацию во многом позволяет задействование специальных приспособлений, в том числе и изготовленных своими руками. Об одном из таких устройств, а именно о роликовом ноже, мы с вами сегодня и поговорим.
Роликовый нож обретает сегодня всё большую востребованность и популярность. Связано это не только с высокой продуктивностью подобного приспособления, но и достаточно простым его устройством. Принцип действия механизма прост – два режущих диска-ролика вращаются в разные стороны, вдавливаясь в поверхность металла и проводя, таким образом, его резку. Трение между металлом и ножами обеспечивает беспрепятственное продвижение заготовки по инструменту.
В подавляющем большинстве случаев роликовые ножи для резки листового металла включают в себя два вращающихся ролика – верхний и нижний. В зависимости от используемой вариации режущего элемента, подобные инструменты могут быть классифицированы следующим образом:
- Ножи параллельного положения – используются для резки металла на полосы, обеспечивая при этом весьма приемлемое качество;
- Кромки с одной наклонной – данная группа позволяет проводить не только продольную нарезку материала, но и вырезать кольцевые и круглые заготовки;
- Ножи с несколькими наклонными – подобные устройства дают возможность проводить эффективный рез заготовок круглой, криволинейной или же кольцевой формации при небольшом радиусе.

Стоит заметить, что все вышеперечисленные вариации прекрасно справляются с резкой листовой стали, при этом обрезанные края не требуют к себе дополнительного внимания и последующей обработки.
Самодельные роликовые ножи
При всех своих несомненных преимуществах, даже наиболее простая модель роликового ножа имеет вполне приличную стоимость. Этим и обусловлена нецелесообразность его приобретения для проведения разовых работ или же периодического задействования. Впрочем, оптимальное с финансовой точки зрения решение всё же существует – роликовый нож вполне можно изготовить своими руками в домашних условиях.
Конструкция подобного приспособления может быть самой разной. Наиболее распространённые вариации представлены ниже (фото, фото 2). Но в любом случае, основная часть остаётся неизменной – режущий нож. Изготавливать его следует из максимально прочного и надёжного стального сплава, прочностные показатели которого в обязательном порядке должны превосходить аналогичные параметры у разрезаемого материала. При несоблюдении этого условия качество реза будет невысоким, что потребует дополнительной обработки обрезанных кромок.
Практика показывает, что рабочий ресурс ножей фабричного производства составляет порядка 25 км листовой стали, при условии, что толщина её составляет 0,5 мм. При большей толщине ресурс соответственно будет ниже. Впрочем, инструмент можно без проблем заточить и продолжить его эффективное функционирование.
Если же говорить о ресурсе самодельных ножей, то он находится в прямой зависимости от того материала, из которого выполнены режущие части агрегата.
Из чего можно изготовить нож
Варианты могут быть самыми разными, здесь нужно обращать внимание на то, что именно планируется резать. Так, если это будет не самая прочная по своей структуре листовая сталь, в том числе, алюминий, оцинкованный металл и прочие подобные материалы, вполне подходящим решением будут самые обычные подшипники. Правда для этого придётся провести предварительную заточку их торцов.
Правда для этого придётся провести предварительную заточку их торцов.
Для проведения резки, один из роликов, тот, который будет играть роль приводного, устанавливается на рукоять, за счёт которой и будет осуществляться прижим ножа к металлу. Обратите внимание, чем больше диаметр подшипников, тем с большей скоростью можно будет проводить резку материала.
Чтобы процесс резки проходил с максимальным комфортом и точностью, приспособление можно дополнительно оснастить направляющими – сложности особой это не составит, зато в дальнейшем гарантировано сослужит добрую службу.
Полученный инструмент достаточно универсален и его вполне можно использовать в комплексе с самым разным металлообрабатывающим оборудованием, в том числе и листогибочными станками, изготовить которые также можно самостоятельно в домашних условиях.
РЕЗКА ЛИСТОВОГО МЕТАЛЛА [лазерная, ножницами, болгаркой]
[Резку листового металла] можно охарактеризовать как технологический процесс, в результате которого металлическое изделие делится на части, приобретая заданные формы и размеры.
В статье описана обработка листового металла, рассказано о способах резки металла, описаны роликовые ножницы, автоматические линии и т. д., а также рассмотрено специальное оборудование для обработки листового металла (станок, резак и др.).
Способы резки делятся на две основные группы: механическую и термическую.
Прежде чем выбрать определенный тип резки, необходимо узнать преимущества каждого вида, сущность процесса, а также в каких случаях применяется конкретный вид резки.
Механические виды резки
Основой механической резки является режущий инструмент, имеющий характеристики прочности и твердости выше, чем у обрабатываемого металла.
Еще такой способ обработки называется холодным. К механической обработке относятся гильотинная, ленточнопильная и гидроабразивная и резка болгаркой.
Резка ножницами и болгаркой
Для резки металла данным способом используются специальные гильотинные ножницы, которые можно использоваться для тонколистовых металлов (профлист, оцинковка).
Режущим элементом является нож. Гильотинные ножницы бывают механические, автоматические, пневматические, гидравлические.
Гильотинные ножницы ручные и пневматические имеют самые низкие цены из всех видов оборудования, предназначенных для прямолинейного реза металла.
Однако недорогой инструмент имеет низкую производительность, поэтому приходится прилагать много усилий.
Поэтому чаще всего предпочтение отдается специальным электроинструментам или промышленному оборудованию, которым работать гораздо легче и быстрее.
Электрический инструмент — это болгарка (углошлифовальная машина).
Резка и гибка болгаркой крайне не рекомендуется для металла с полимерными покрытиями, например, металлопрофиля, металлочерепицы.
Это связано с тем, что абразивные круги снижают защитные характеристики металла. При резке болгаркой своими руками нужно соблюдать технику безопасности: обязательно должны быть закрыты глаза и руки.
Главной опасностью при работе болгаркой является вылет осколков.
Эффективная резка болгаркой производится пяткой диска – ближней нижней частью круга. Через каждые 5 мин инструмент нужно отключать во избежание перегрева.
Если болгаркой режутся длинные трубы, то начинать нужно со свисающего края. Толстые детали режутся болгаркой прямолинейно.
Гильотинные ножницы работают по следующему принципу: лист для резки располагается на столе между ножами.
Металл нужно прижать к столу балкой, а затем перемещать верхний нож.
Гильотинные ножницы обеспечивают точную резку металла, что объясняется прижимным механизмом. Предназначены гильотинные ножницы для продольной и поперечной резки листового металла. Это приспособление для продольной резки является наиболее популярным.
Инструмент другого вида применим для квадратного, круглого и углового металла, благодаря тому, что нож располагается под любыми углами. Основные характеристики приспособления – длина и толщина среза.
Основные характеристики приспособления – длина и толщина среза.
Гильотинные ножницы обеспечивают ровный срез без шероховатостей, нож не портит краску и полимерное покрытие и характеристики обрабатываемого изделия.
Существуют еще дисковые ножницы для продольной резки, которая осуществляется крутящимися круглыми ножами.
Нижние и верхние дисковые ножи крутятся в разные стороны с одинаковой скоростью. Движение обрабатываемого изделия обеспечивается трением о нож.
Преимущественно дисковые ножницы для резки листового металла используются для кровельных работ для продольной обработки.
Видео:
Дисковые ножницы работают так: обрабатываемый лист укладывается на станок, вставляется между опорными и прижимными рейками.
Затем лист фиксируется зажимами и дисковые ножницы перемещаются по линии реза. Когда дисковые ножницы начинают вращение, нож разрезает изделие.
Дисковые ножницы просты в использовании при продольной резке металла своими руками (особенно, если линии для резки заранее размечены). Нож производит точную и качественную резку.
Данный инструмент предназначен лишь для продольной резки. Довольно востребованными являются автоматические линии.
Автоматические линии состоят из подающего устройства, разматывающего устройства, механизма подачи материала, режущего блока и пульта управления.
Автоматические линии для продольной резки имеют главное преимущество: нет необходимости задействовать людей, так как все операции на линии выполняются под контролем одного человека.
Часто применяются роликовые ножницы. Роликовый нож используется для прямолинейной и фигурной резки. Роликовый нож подходит для вырезания круглых и овальных, квадратных форм.
Ленточнопильная резка
Для такой резки роликовые ножницы не подходят, а используется станок с ленточным резаком, имеющим зубья, расстояние между которыми подбирается, исходя из качества обрабатываемого материала.
Резка имеет прекрасные характеристики: высокая производительность, хорошая чистота обработки, тонкий срез, не превышающий 2 мм.
Видео:
Такой станок способен обрабатывать любые сплавы. Одним из плюсов является выполнение резки под любым выставленным углом.
Станок также имеет и минусы: отсутствие возможности выполнять фигурную резку.
Гидроабразивная резка используется для материалов различной твердости: бетон, камень, разные виды металла и др. основой данного метода является использование смеси абразивных материалов и воды.
Станок подает смесь насосом высокого давления, достигая высочайшей скорости, что и обеспечивает резку.
Такой метод один из самых перспективных, позволяет тонкие металлы резать без абразивных материалов, только водой.
Термические виды
Термические резки листового металла базируются на термическом воздействии, после чего место среза плавится и сгорает. Основными методами являются газовая, плазменная и лазерная резка.
Газовая резка
Резка и гибка с применением кислородных и горючих газов имеет доступные цены. Метод применим не для всех материалов. Может выполняться и фигурная резка.
Условием качественной резки является температура сгорания металла, превышающая температуру плавления.
Принцип технологии такой: поверхность разогревается до 3000°, что зависит от обрабатываемого металла.
Такая температура достигается с помощью смеси горючего газа и кислорода.
Для качественного среза должен быть правильно отрегулирован объем подачи газа и скорость движения резака.
В основном такой метод используется для монтажных работ, в производстве металлоконструкций.
Видео:
Метод не лишен и недостатков, к которым можно отнести большую ширину швов и последующую обработку.
Также при неравномерном прогревании поверхности происходит деформация и ухудшение качества металла.
Плюсом является возможность обработки изделий толщиной до 20 см, при срезе в 2,5 мм.
Плазменная резка
Плазменная резка листового металла является современным методом, в котором вместо резца используется струя плазмы.
Основой метода является использование газообразных веществ в высокотемпературном плазменном состоянии, получаемого под влиянием электродугового разряда.
Резка может производиться двум способами: струей и дугой. При обработке дугой лист включается в цепь, дуга образуется между металлом и электродом. При обработке струей резка формируется между двумя электродами.
В качестве плазменного резака могут выступать самодельные приспособления
Плазменный поток возникает на плазмотроне, имеющего электрод, который формирует электродугу.
Далее в рабочее сопло осуществляется подача плазмообразующего газа в виде сжатого воздуха. Температура плазмы может подниматься до 30000°.
Плазменная резка используется для резки и гибки разных металлов толщиной до 20 см.
Благодаря высокой температуре отсутствует тепловое воздействие на участки, находящиеся рядом со срезом, что предотвращает деформацию листа, а также не ухудшает характеристики металла.
Видео:
Особенно это важно при работе с нержавейкой. Может выполняться и фигурная резка.
Плазменная резка и гибка своими руками производятся ручными устройствами, при которых начало резки — момент появления плазменной дуги.
В течение процесса между соплом плазмотрона и металлом нужно поддерживать расстояние до 15 мм.
Лазерная резка
Лазерный станок для резки и гибки металла является новейшим оборудованием. Лазерная резка листового металла основана на тепловой энергии узкосфокуссированного лазерного луча.
Основными достоинствами технологии можно назвать точность, чистоту обработки, тонкий срез.
Метод используется для ювелирных и других изделий, которым требуется сложная фигурная резка и гибка. Метод целесообразно использовать для металла толщиной не более 15 мм.
Цены на оборудование не самые низкие в связи с новизной технологии.
Суть метода заключается в следующем: высокоинтенсивный лазерный луч наводится на металл, нагревая изделие.
После чего поверхность начинает плавиться в месте контакта, а прилегающие участки тоже нагреваются, но не деформируются и не теряют свои характеристики. Двигаясь, луч создает тонкую линию среза с ровными краями.
Видео:
Инструмент для лазерной резки представлен координатными столами, сопрягающимися с головкой, управляемой микропроцессорами.
Лазерные станки прекрасно обрабатывают хрупкие изделия, твердосплавные материалы.
Обработка листового металла осуществляется различными способами (роликовый нож, станки, резаки и пр.), из которых можно выбрать подходящий вариант резки и гибки своими руками. А для гибки могут использоваться самодельные приспособления.
Ножницы по металлу ручные и механические – выбор инструмента + видео
Ножницы по металлу – ручные, электрические и механические – находят широкое применение в подсобном хозяйстве и при различном ремонте. Только листовым металлом инструментальные возможности ножниц не ограничиваются.
Ножницы для резки металла в ремонтном деле и отделочных процедурах
Резка металла нужна при самом различном ремонте. Без нее невозможна отделка дома металлосайдингом снаружи и закрепление каркаса под гипсокартон изнутри. С их помощью вырезают фигуры из жести и обрабатывают кровельные материалы на металлизированной основе. Хорошо заточенные ножницы могут самостоятельно резать листовой профнастил с произвольным шагом гофрирования – и эта резка будет точнее работы ножовкой.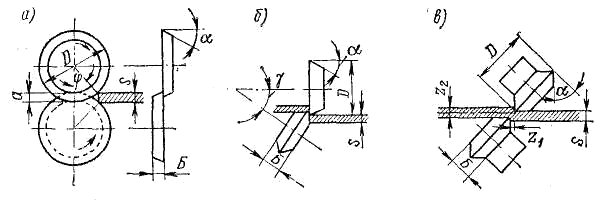
Ножницы ручные для резки металла удобны в использовании постоянным контролем над каждым движением режущих кромок. Пила или электролобзик могут соскользнуть с гладкой металлической поверхности, что чревато травмами для работника и повреждением для материала. Перемещение ножниц гораздо легче корректировать, ведь усилие прилагается на каждый миллиметр пройденного среза.
Кроме того, пилы, болгарки и лобзики предполагают прямолинейный раскрой, ножницам «по плечу» плавные повороты и ломаные линии. Когда необходима стыковка сложных деталей при укладке профнастила на крыше, когда нужно точное сопряжение финишных панелей сайдинга для стен, завершающий раскрой выполняется именно ножницами.
За высокую точность приходится «расплачиваться» малой производительностью, скорость резки самых мощных ножниц в несколько раз уступает болгаркам или электропилам.
Многочисленные разновидности этого инструмента позволяют использовать его в слесарном, плотницком и даже столярном деле. Ими можно перекусить гвозди или шурупы, нарезать проволоку, электрический кабель или шнур, сетку для штукатурки или сетку-рабицу для ограждения, срезать участок проржавевшего листа при частичном ремонте забора или ограды. По степени «нужности» в справном домашнем хозяйстве инструмент для резки листового металла идет сразу же за молотком, пилой и дрелью.
Ножницы по металлу ручные и прочие – краткий путеводитель
Разновидности ножниц для металла весьма многочисленны, их можно сгруппировать в следующие типы:
- Ручной инструмент. По сути, это аналог обычных портняжных ножниц, но с большим рычагом и массивными режущими кромками. Часто комплектуются пружинным усилителем – с его помощью можно прорезать металл на значительную глубину. Ряд моделей снабжен фиксатором для надежной приостановки лезвий в произвольном положении;
- Гильотинные ножницы по металлу стационарно закрепляются на верстаке или рабочем столе, монтажное применение исключают. Обладают максимальной глубиной резки, им под силу раскроить даже стальной лист в несколько миллиметров толщиной. Могут иметь как ручной привод (обычно с длинной рукояткой), так и электрическую тягу. Обработка ими – всегда прямолинейная, фигурные и криволинейные вырезы возможны только на специализированных гильотинных станках в промышленных условиях;
- Роликовые и дисковые ножницы по металлу в личном пользовании встречаются недавно. Так именуется специальный инструмент с одним или двумя режущими дисками, которые «спрятаны» в массивном корпусе. Режущие кромки выступают на небольшую величину и способны прорезать весьма толстый металл. Весь инструмент данного типа имеет электропитание (сетевое либо аккумуляторное), большую производительность и высокую цену. Приобретение дисковых ножниц актуально при постоянной работе с раскроем металла – например, аккумуляторные модели очень удобны при масштабных кровельных процедурах с профнастилом или профлистом.
 Обладают максимальной глубиной резки, им под силу раскроить даже стальной лист в несколько миллиметров толщиной. Могут иметь как ручной привод (обычно с длинной рукояткой), так и электрическую тягу. Обработка ими – всегда прямолинейная, фигурные и криволинейные вырезы возможны только на специализированных гильотинных станках в промышленных условиях;
Обладают максимальной глубиной резки, им под силу раскроить даже стальной лист в несколько миллиметров толщиной. Могут иметь как ручной привод (обычно с длинной рукояткой), так и электрическую тягу. Обработка ими – всегда прямолинейная, фигурные и криволинейные вырезы возможны только на специализированных гильотинных станках в промышленных условиях;Садовой разновидностью наших ножниц является обыкновенный секатор – им тоже можно прорезать металлический лист, не хуже массивных кореньев или побегов. А вот с помощью кусачек или кабелереза выполнение раскроя металла не рекомендуется, даже тонкой жести. «Металлическое» испытание для кусачек и кабелерезов приведет к их быстрому выходу из строя и вероятной поломке рабочих кромок.
Ножницы по металлу – как выбрать удобный инструмент?
При выборе ножниц для раскроя металлических листов первым делом необходимо обратить внимание на сторону их реза. Она бывает правая и левая, соответственно для правшей и левшей. Устройство с неудобным «выходом» обработанных деталей причин массу проблем при самой простой резке.
Далее, качественный инструмент для обработки металла резанием должен быть тяжелым – то есть материалом для изготовления служит сталь. Следует настороженно относиться к пластиковым вставкам или алюминиевым ручкам, как бы производитель не расхваливал «невыразимую легкость работы с таким инструментом«. Свобода движений очень быстро приведет к свободному поиску ремонтной мастерской, где легкие ножницы придется чинить. Или к свободной поездке в хозяйственный магазин для выбора солидной и прочной модели.
Свобода движений очень быстро приведет к свободному поиску ремонтной мастерской, где легкие ножницы придется чинить. Или к свободной поездке в хозяйственный магазин для выбора солидной и прочной модели.
Для ножниц дискового и роликового типа данное требование не столь актуально, там нагрузка приходится на стальные или абразивные диски. Однако и их всегда можно уронить или ударить, и потом огорчаться разбитому корпусу дорогостоящего устройства. А вот ручные и гильотинные приспособления для резки необходимо выбирать из толстого и сплошного металла.
Следующее важнейшее требование к ножницам, способным резать металл – прямолинейность реза и отсутствие смятия заготовок. Если планируется резать тонкий профнастил, испытывать инструмент нужно именно на нем – стальной профиль ножницы прорежут ровно, а профилированный лист «закрутится» вокруг лезвий в футуристическую фигуру оригинального дизайна. Не укладывать же кровлю или стену из таких завитушек, а выпрямление каждой потребует длительной и трудоемкой рихтовки, да и целостность первоначальной отделки пострадает.
Обратите внимание на возможности регулирования толщины прорезаемого металла, для этого в инструменте предусмотрены шайбы-вкладыши с точной градуировкой. С помощью таких шайб можно быстро «перепрофилировать» ножницы с тонкой жести на сравнительно толстую металлочерепицу, и обе заготовки после обработки будут иметь ровные кромки.
Изготовить самодельные ножницы по металлу в наше время не имеет большого смысла, в магазинах достаточно качественного и экономически доступного инструмента для самой сложной резки металлических листов. Для эпизодического использования можно выбрать ручной инструмент двух различных типов – с длинными и короткими лезвиями. Первый тип используется для производительного и прямолинейного раскроя, второй – для филигранной работы по закруглениям и ломаным линиям.
Любая работа по резке металла посредством ручных ножниц, устройств с электроприводом и т.д. сопряжена с потенциальной опасностью травматизма, особенно при монтажных манипуляциях на крышах, кровлях и т.д. Обрабатываемые детали следует надежно закрепить, исключить падение обрезков на людей.
сопряжена с потенциальной опасностью травматизма, особенно при монтажных манипуляциях на крышах, кровлях и т.д. Обрабатываемые детали следует надежно закрепить, исключить падение обрезков на людей.
Сам инструмент должен иметь удобные рукоятки и не скользить в руках при нагрузке. Необходимо обезопасить глаза от возможной стружки при работе снизу вверх, надеть удобную обувь при использовании стремянок и лесов, гарантировать безопасную прокладку кабеля – перерезать его можно одним движением электроножниц, а последствия неосторожного движения будут ликвидировать хирурги и терапевты. При профилактике травматизма не бывает мелочей, особенно если работаете с силовым инструментом по металлу.
Оцените статью: Поделитесь с друзьями!
Как правильно разрезать листовой металл с помощью ручного инструмента
Продвинутые ножницы для жести и ножницы для авиации
Посмотрим правде в глаза, владеть электроинструментами весело. Они быстро справляются с любым проектом, а кто не любит быструю работу? Но они также являются огромным убийцей бюджета, и в большинстве случаев в них нет необходимости. Мы чувствуем, что это касается резки металлических панелей. Если бы вы устанавливали металлическую кровлю для торговли, у вас был бы набор электроинструментов, предназначенных для быстрого и легкого выполнения работы.Тем не менее, домашние мастера, как правило, хотят использовать базовые инструменты — им не нужно вкладывать большие деньги в инструменты, которые можно использовать только для одного проекта.
Кроме того, при установке новой металлической кровли вам подойдет набор ножниц для жести. Большинство наших DIY-заказчиков успешно ими пользуются. Они могут легко прорезать металлические панели толщиной 26 или 29 и, возможно, более тяжелые. Но есть ПРАВИЛЬНЫЙ способ сделать это!
Мы настоятельно рекомендуем прочитать эту статью и посмотреть видео, прежде чем приступить к обрезке новых металлических кровельных панелей.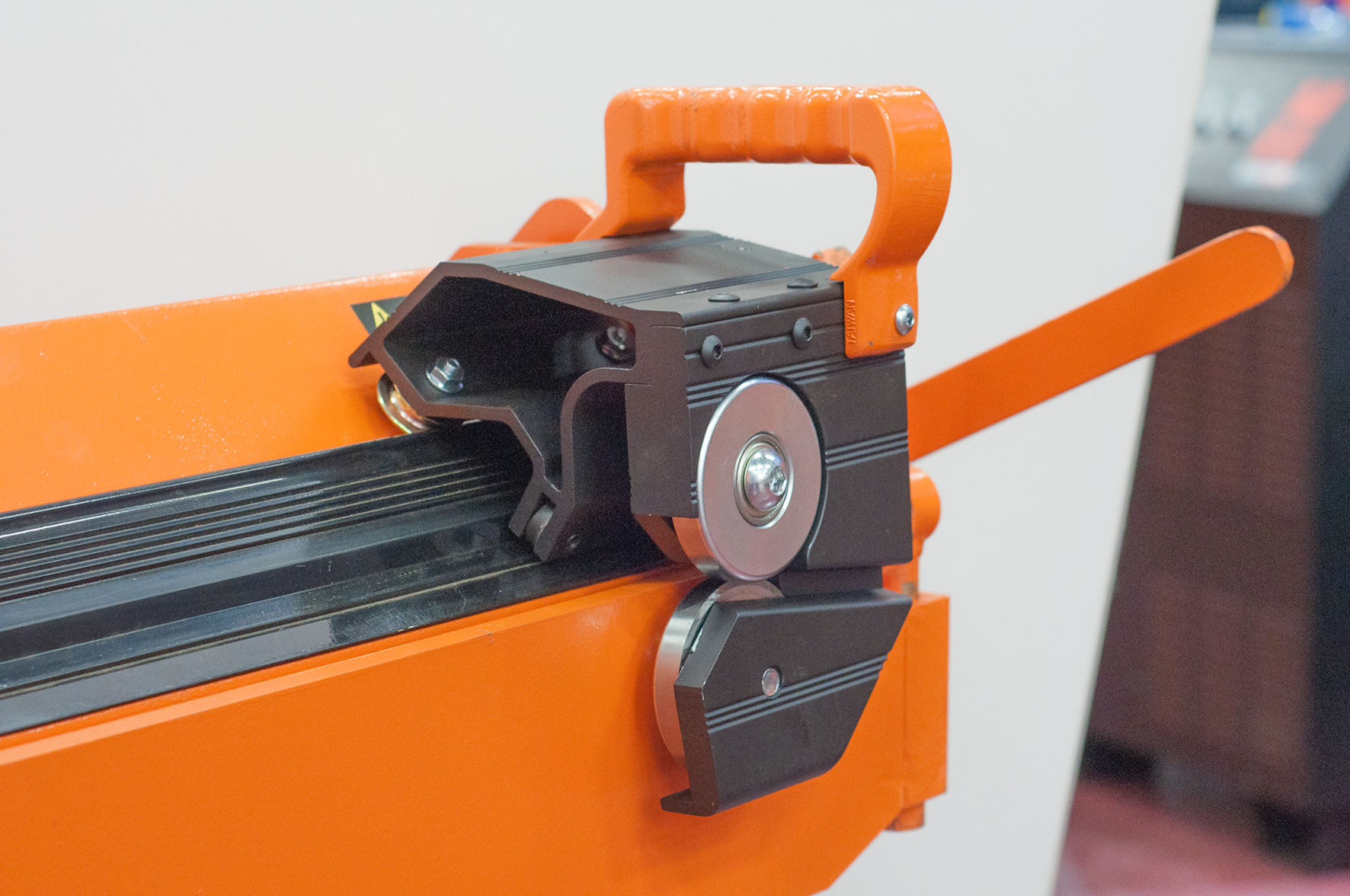 Это сделает вашу работу намного лучше!
Это сделает вашу работу намного лучше!
Ножницы для олова 101 — Что такое ножницы для олова?
Ножницы для жести действуют как ножницы для резки металлических панелей. Они похожи, скажем, на садовые ножницы, но предназначены для резки алюминия, стали, жести и даже винилового сайдинга различной толщины. Существует много видов ножниц для олова, таких как «авиационные ножницы», названных в честь их важности при производстве самолетов и других самолетов.
Как и все остальное, вы получаете то, за что платите, и если вы хотите, чтобы ваши ножницы прослужили долго, купите закаленную сталь, чтобы лезвия продолжали резать на долгие годы.
Ножницы для олова, авиационные ножницы и ножницы для смешивания
Ножницы для олова стандартного выпуска имеют единую точку поворота. Они рабочие лошадки и выполняют свою работу, но с ними нужно работать усерднее. Они напоминают большие ножницы, за исключением просторных рукояток, предназначенных для рук в перчатках. Этот единственный стержень и менее сложная конструкция означают, что они могут прослужить десятилетия, если они останутся острыми. У них есть два типа лезвий: обычное лезвие и утконос.
- Ножницы для жестяных ножниц с утконосом лучше подходят для резки на более крутых поворотах, но заостренная конструкция лезвия делает его менее надежным для резки толстостенных листов.
- Обычное лезвие или прямое лезвие лучше всего подходит для длинных прямых резов.
Стандартные ножницы по форме прямой формы.
Отверстия авиационные изготавливаются с двойным шарниром , подпружинены, с предохранителем на них. Двойной шарнир с пружинной загрузкой означает, что его легче использовать в течение долгого дня. Соответствие калибра зависит от рассматриваемых ножниц, поэтому перед покупкой проверьте их рейтинг. Авиационные ножницы часто продаются комплектами по три, каждый из которых предназначен для разных целей, которые мы объясним в следующем разделе.
Авиационные ножницы. Показана версия с прямым вырезом.
Ножницы для смешивания обладают дополнительным усилием, что делает их хорошо подходящими для металлов более тяжелых толщин, особенно для таких вещей, как воздуховоды и швы.
Составные авиационные ножницы. Предназначен для резки холоднокатаной стали толщиной 18 или 23 из нержавеющей стали
Цветовая маркировка авиационных ножниц
Полезны авиационные ножницы с цветной маркировкой. Они бывают с красной, желтой и зеленой ручками или полосой каждого из этих цветов на ручках, а иногда и с белыми ножницами.Важно понимать, что означают цвета, и выбирать подходящий для правильной работы. Будучи инструментами для обеих рук, они предназначены как для правшей, так и для левшей, но каждый из них работает только в том направлении, в котором они были разработаны, потому что именно так движется лезвие.
На самом деле это ключевое недоразумение, связанное с , хотя заключается в том, что цветовое кодирование указывает на направление резки … по правде говоря, это больше примерно , где идет обрезка! Дело не столько в том, на какой «стороне» или «руке», а в том, с какой стороны будет идти обрезка (лом).
- Желтый: Хотя желтые ножницы обычно используются для резки длинных прямых разрезов, это не идеально. Они будут искажать больше, чем использование красных или зеленых ножниц для длинных разрезов. Желтые ножницы лучше подходят для резки зазубрин. Они также умеют делать широкие кривые. (Бонус в том, что если пластиковая упаковка-раскладушка при новых покупках сводит вас с ума, эти ребята быстро ее откроют для вас.)
- Зеленый: Идеально подходит для резки воздуховодов правшей, а также прямых резов и резов вправо / по часовой стрелке .
- Зеленый хорошо подходит для пропилов с прямым наклоном.
- Обрезка (обрезок) будет на правой стороне пропила.
- Красный: Они лучше всего режут прямо и подходят для резки влево / против часовой стрелки.
- Красный хорошо подходит для пропилов с наклоном влево.
- Обрезка будет на левой стороне пропила.

Зеленые авиационные ножницы для изогнутого среза с прямым наклоном.
Красные авиационные ножницы для изогнутого среза с наклоном влево.
Но с красными и зелеными ножницами, какой бы стороной ни была челюсть (изогнутая более широкая часть ножниц внизу), это сторона, где обрезанный металл будет скручиваться при резке. Выбор ножниц имеет большое значение в том, насколько плоским останется металл после его обрезки. Всегда выполняйте резку так, чтобы губка была обращена к обрезанной или отходящей стороне материала — всегда !
Белые ручки или белая полоса могут указывать на фальцевальный или обжимной инструмент.
Авиационные ножницы для левой и правой руки
Распространенное заблуждение состоит в том, что красный или зеленый цвет указывает, какие ножницы использовать для людей с преобладанием правой или левой руки. Неа!
По правде говоря, ножницы подходят для любой руки , так как их можно использовать с ножницами снизу или сверху, поэтому одни и те же ножницы можно использовать правой стороной вверх для одной стороны кривой и вверх. вниз по другую сторону кривой.
К этому нужно привыкнуть, но вы поймете, что лучше всего подходит для вас.Чтобы понять, какие ножницы режут и в какую сторону, немного потренируйтесь на металлоломе. Например, если вы правы, вам будет проще использовать зеленые ножницы для многих надрезов. Левша может сделать такой же разрез в противоположном направлении красными ножницами.
В качестве упражнения для демонстрации этой способности с помощью ножниц по обеим сторонам попробуйте сделать несколько тренировочных криволинейных разрезов, скажем, с помощью зеленых ножниц. Отрежьте небольшой изгиб в углу листа для отходов. Во время резки следуйте естественному изгибу ножниц. Теперь переверните ту же пару ножниц в руке и отрежьте изгиб в противоположном углу.У вас должен получиться зеркальный срез на обоих углах. В этом прелесть авиационных ножниц и то, насколько они по сути являются двусторонним инструментом. Так зачем вам красный и зеленый? Вы этого не сделаете, но это удобно с точки зрения лучшего контроля за обрезками или отходами на всех этапах проекта.
Отрежьте небольшой изгиб в углу листа для отходов. Во время резки следуйте естественному изгибу ножниц. Теперь переверните ту же пару ножниц в руке и отрежьте изгиб в противоположном углу.У вас должен получиться зеркальный срез на обоих углах. В этом прелесть авиационных ножниц и то, насколько они по сути являются двусторонним инструментом. Так зачем вам красный и зеленый? Вы этого не сделаете, но это удобно с точки зрения лучшего контроля за обрезками или отходами на всех этапах проекта.
Что лучше, прямые ножницы для олова или ножницы со смещением?
Прямые ножницы для резки жести могут выполнять некоторую изогнутую резку, но что делает удобным иметь ножницы с небольшим смещением, так это то, что рукоятка со смещением означает, что ваши руки находятся над надрезом, а не на одной линии с ним, и поэтому легче делать длинные , прямые разрезы.А «проще» означает дополнительную безопасность при работе с острыми металлическими краями.
И более узкие лезвия на желтых прямых ножницах делают их хорошими для резки более крутых поворотов. Рукоятка со смещением на 90 градусов может быть полезна в ограниченном пространстве или если вам нужно разрезать вверх ногами.
Какие бы ножницы вы ни покупали, покупайте качественные. Это того стоит, если ваш металл не заклинивает и не перекручивается между лезвиями.
В идеальном мире ваш комплект должен состоять из красных, желтых и зеленых авиационных ножниц, составных ножниц и смещенных ножниц.Таким образом, вы сможете решить практически любую серьезную дилемму.
Рифленые лезвия и гладкие лезвия на ножницах для олова
Рифленые лезвия отлично подходят для захвата металла или даже обладают противоскользящей способностью при разрезании нескольких слоев металлических кромок. Они могут даже облегчить работу по разрезанию более толстых листов.
Но эти крошечные гребни могут повредить природные металлы, такие как алюминий, медь и цинк, в будущем, потому что они могут медленно изнашиваться или рваться. При работе с натуральными металлами рекомендуется избегать зазубрин.Если вы не уверены в выборе лезвия для вашего проекта, позвоните в нашу службу поддержки клиентов за советом.
При работе с натуральными металлами рекомендуется избегать зазубрин.Если вы не уверены в выборе лезвия для вашего проекта, позвоните в нашу службу поддержки клиентов за советом.
Зубчатый наконечник
Методы и наконечники для резки металла
Правой стороной вверх.
Всегда держите лезвия ножниц перпендикулярно к металлическому листу, который вы режете. Металл должен входить прямо, а лезвия должны резать прямо вниз. Это также верно и для ножниц со смещением; Неважно, куда указывают ручки, важно, чтобы лезвия были перпендикулярны разрезу, иначе металл зацепится за лезвия, и вы повредите металл … и, возможно, ваши ножницы тоже.
Согласованность имеет значение.
При резке оловянными ножницами одна из причин, по которой авиационные ножницы так популярны, заключается в том, что пружинная нагрузка облегчает работу, да, но также позволяет резать плавно. Ровные, последовательные стрижки сделают ваши линии более гладкими и прямыми или правильно изогнутыми. Для этого тоже важны острые лезвия. Если вы напрягаетесь, чтобы сделать надрезы, это приведет к образованию кусков или изгибов на металле, что не идеально.
Чем короче, тем лучше.
Точно так же используйте небольшие частые разрезы вместо более крупных и длинных разрезов. Ножницы предназначены для резки примерно 1/4 дюйма материала за раз. Это позволяет обрезать рулон по назначению и улучшает качество обрезанной кромки. Чем больше разрезов, тем больше шансов получить неровный край. Избегайте резки на всю длину лезвия, так как это может создать эффект ямочки.
Используйте лучшие ножницы.
Не застряйте, используя только одну пару во время резки; Иногда чередование красного и зеленого может означать, что удалить полоску намного проще, чем просто сделать длинную стрижку.Это отличное видео для ознакомления с некоторыми техническими идеями.
 youtube.com/embed/itNp2efc9I0?autoplay=1″ src=»data:text/html;https://www.youtube.com/embed/itNp2efc9I0?autoplay=1;base64,PGJvZHkgc3R5bGU9J3dpZHRoOjEwMCU7aGVpZ2h0OjEwMCU7bWFyZ2luOjA7cGFkZGluZzowO2JhY2tncm91bmQ6dXJsKGh0dHBzOi8vaW1nLnlvdXR1YmUuY29tL3ZpL2l0TnAyZWZjOUkwLzAuanBnKSBjZW50ZXIvMTAwJSBuby1yZXBlYXQnPjxzdHlsZT5ib2R5ey0tYnRuQmFja2dyb3VuZDpyZ2JhKDAsMCwwLC42NSk7fWJvZHk6aG92ZXJ7LS1idG5CYWNrZ3JvdW5kOnJnYmEoMCwwLDApO2N1cnNvcjpwb2ludGVyO30jcGxheUJ0bntkaXNwbGF5OmZsZXg7YWxpZ24taXRlbXM6Y2VudGVyO2p1c3RpZnktY29udGVudDpjZW50ZXI7Y2xlYXI6Ym90aDt3aWR0aDoxMDBweDtoZWlnaHQ6NzBweDtsaW5lLWhlaWdodDo3MHB4O2ZvbnQtc2l6ZTo0NXB4O2JhY2tncm91bmQ6dmFyKC0tYnRuQmFja2dyb3VuZCk7dGV4dC1hbGlnbjpjZW50ZXI7Y29sb3I6I2ZmZjtib3JkZXItcmFkaXVzOjE4cHg7dmVydGljYWwtYWxpZ246bWlkZGxlO3Bvc2l0aW9uOmFic29sdXRlO3RvcDo1MCU7bGVmdDo1MCU7bWFyZ2luLWxlZnQ6LTUwcHg7bWFyZ2luLXRvcDotMzVweH0jcGxheUFycm93e3dpZHRoOjA7aGVpZ2h0OjA7Ym9yZGVyLXRvcDoxNXB4IHNvbGlkIHRyYW5zcGFyZW50O2JvcmRlci1ib3R0b206MTVweCBzb2xpZCB0cmFuc3BhcmVudDtib3JkZXItbGVmdDoyNXB4IHNvbGlkICNmZmY7fTwvc3R5bGU+PGRpdiBpZD0ncGxheUJ0bic+PGRpdiBpZD0ncGxheUFycm93Jz48L2Rpdj48L2Rpdj48c2NyaXB0PmRvY3VtZW50LmJvZHkuYWRkRXZlbnRMaXN0ZW5lcignY2xpY2snLCBmdW5jdGlvbigpe3dpbmRvdy5wYXJlbnQucG9zdE1lc3NhZ2Uoe2FjdGlvbjogJ3BsYXlCdG5DbGlja2VkJ30sICcqJyk7fSk7PC9zY3JpcHQ+PC9ib2R5Pg==»/>
youtube.com/embed/itNp2efc9I0?autoplay=1″ src=»data:text/html;https://www.youtube.com/embed/itNp2efc9I0?autoplay=1;base64,PGJvZHkgc3R5bGU9J3dpZHRoOjEwMCU7aGVpZ2h0OjEwMCU7bWFyZ2luOjA7cGFkZGluZzowO2JhY2tncm91bmQ6dXJsKGh0dHBzOi8vaW1nLnlvdXR1YmUuY29tL3ZpL2l0TnAyZWZjOUkwLzAuanBnKSBjZW50ZXIvMTAwJSBuby1yZXBlYXQnPjxzdHlsZT5ib2R5ey0tYnRuQmFja2dyb3VuZDpyZ2JhKDAsMCwwLC42NSk7fWJvZHk6aG92ZXJ7LS1idG5CYWNrZ3JvdW5kOnJnYmEoMCwwLDApO2N1cnNvcjpwb2ludGVyO30jcGxheUJ0bntkaXNwbGF5OmZsZXg7YWxpZ24taXRlbXM6Y2VudGVyO2p1c3RpZnktY29udGVudDpjZW50ZXI7Y2xlYXI6Ym90aDt3aWR0aDoxMDBweDtoZWlnaHQ6NzBweDtsaW5lLWhlaWdodDo3MHB4O2ZvbnQtc2l6ZTo0NXB4O2JhY2tncm91bmQ6dmFyKC0tYnRuQmFja2dyb3VuZCk7dGV4dC1hbGlnbjpjZW50ZXI7Y29sb3I6I2ZmZjtib3JkZXItcmFkaXVzOjE4cHg7dmVydGljYWwtYWxpZ246bWlkZGxlO3Bvc2l0aW9uOmFic29sdXRlO3RvcDo1MCU7bGVmdDo1MCU7bWFyZ2luLWxlZnQ6LTUwcHg7bWFyZ2luLXRvcDotMzVweH0jcGxheUFycm93e3dpZHRoOjA7aGVpZ2h0OjA7Ym9yZGVyLXRvcDoxNXB4IHNvbGlkIHRyYW5zcGFyZW50O2JvcmRlci1ib3R0b206MTVweCBzb2xpZCB0cmFuc3BhcmVudDtib3JkZXItbGVmdDoyNXB4IHNvbGlkICNmZmY7fTwvc3R5bGU+PGRpdiBpZD0ncGxheUJ0bic+PGRpdiBpZD0ncGxheUFycm93Jz48L2Rpdj48L2Rpdj48c2NyaXB0PmRvY3VtZW50LmJvZHkuYWRkRXZlbnRMaXN0ZW5lcignY2xpY2snLCBmdW5jdGlvbigpe3dpbmRvdy5wYXJlbnQucG9zdE1lc3NhZ2Uoe2FjdGlvbjogJ3BsYXlCdG5DbGlja2VkJ30sICcqJyk7fSk7PC9zY3JpcHQ+PC9ib2R5Pg==»/>
Чередуйте ножницы для более прямых длинных разрезов.
Хотя вы можете вырезать середину большого листа металла, авиационные ножницы лучше всего подходят для удаления узких полос. Чтобы компенсировать изгиб или изгиб металла, вырежьте полоску, в которой вы используете красные ножницы с одной стороны и зеленые ножницы с другой, отрезая 2 дюйма за раз с чередующихся сторон — таким образом, два дюйма вверх по правой стороне, два дюйма вверх по левому краю.Это контролирует, как металл изгибается и получает более чистый срез. Это кропотливо, но вы получите более качественную отделку. Это видео очень полезно.
 youtube.com/embed/7-Gg7AZb4AI?autoplay=1″ src=»data:text/html;https://www.youtube.com/embed/7-Gg7AZb4AI?autoplay=1;base64,PGJvZHkgc3R5bGU9J3dpZHRoOjEwMCU7aGVpZ2h0OjEwMCU7bWFyZ2luOjA7cGFkZGluZzowO2JhY2tncm91bmQ6dXJsKGh0dHBzOi8vaW1nLnlvdXR1YmUuY29tL3ZpLzctR2c3QVpiNEFJLzAuanBnKSBjZW50ZXIvMTAwJSBuby1yZXBlYXQnPjxzdHlsZT5ib2R5ey0tYnRuQmFja2dyb3VuZDpyZ2JhKDAsMCwwLC42NSk7fWJvZHk6aG92ZXJ7LS1idG5CYWNrZ3JvdW5kOnJnYmEoMCwwLDApO2N1cnNvcjpwb2ludGVyO30jcGxheUJ0bntkaXNwbGF5OmZsZXg7YWxpZ24taXRlbXM6Y2VudGVyO2p1c3RpZnktY29udGVudDpjZW50ZXI7Y2xlYXI6Ym90aDt3aWR0aDoxMDBweDtoZWlnaHQ6NzBweDtsaW5lLWhlaWdodDo3MHB4O2ZvbnQtc2l6ZTo0NXB4O2JhY2tncm91bmQ6dmFyKC0tYnRuQmFja2dyb3VuZCk7dGV4dC1hbGlnbjpjZW50ZXI7Y29sb3I6I2ZmZjtib3JkZXItcmFkaXVzOjE4cHg7dmVydGljYWwtYWxpZ246bWlkZGxlO3Bvc2l0aW9uOmFic29sdXRlO3RvcDo1MCU7bGVmdDo1MCU7bWFyZ2luLWxlZnQ6LTUwcHg7bWFyZ2luLXRvcDotMzVweH0jcGxheUFycm93e3dpZHRoOjA7aGVpZ2h0OjA7Ym9yZGVyLXRvcDoxNXB4IHNvbGlkIHRyYW5zcGFyZW50O2JvcmRlci1ib3R0b206MTVweCBzb2xpZCB0cmFuc3BhcmVudDtib3JkZXItbGVmdDoyNXB4IHNvbGlkICNmZmY7fTwvc3R5bGU+PGRpdiBpZD0ncGxheUJ0bic+PGRpdiBpZD0ncGxheUFycm93Jz48L2Rpdj48L2Rpdj48c2NyaXB0PmRvY3VtZW50LmJvZHkuYWRkRXZlbnRMaXN0ZW5lcignY2xpY2snLCBmdW5jdGlvbigpe3dpbmRvdy5wYXJlbnQucG9zdE1lc3NhZ2Uoe2FjdGlvbjogJ3BsYXlCdG5DbGlja2VkJ30sICcqJyk7fSk7PC9zY3JpcHQ+PC9ib2R5Pg==»/>
youtube.com/embed/7-Gg7AZb4AI?autoplay=1″ src=»data:text/html;https://www.youtube.com/embed/7-Gg7AZb4AI?autoplay=1;base64,PGJvZHkgc3R5bGU9J3dpZHRoOjEwMCU7aGVpZ2h0OjEwMCU7bWFyZ2luOjA7cGFkZGluZzowO2JhY2tncm91bmQ6dXJsKGh0dHBzOi8vaW1nLnlvdXR1YmUuY29tL3ZpLzctR2c3QVpiNEFJLzAuanBnKSBjZW50ZXIvMTAwJSBuby1yZXBlYXQnPjxzdHlsZT5ib2R5ey0tYnRuQmFja2dyb3VuZDpyZ2JhKDAsMCwwLC42NSk7fWJvZHk6aG92ZXJ7LS1idG5CYWNrZ3JvdW5kOnJnYmEoMCwwLDApO2N1cnNvcjpwb2ludGVyO30jcGxheUJ0bntkaXNwbGF5OmZsZXg7YWxpZ24taXRlbXM6Y2VudGVyO2p1c3RpZnktY29udGVudDpjZW50ZXI7Y2xlYXI6Ym90aDt3aWR0aDoxMDBweDtoZWlnaHQ6NzBweDtsaW5lLWhlaWdodDo3MHB4O2ZvbnQtc2l6ZTo0NXB4O2JhY2tncm91bmQ6dmFyKC0tYnRuQmFja2dyb3VuZCk7dGV4dC1hbGlnbjpjZW50ZXI7Y29sb3I6I2ZmZjtib3JkZXItcmFkaXVzOjE4cHg7dmVydGljYWwtYWxpZ246bWlkZGxlO3Bvc2l0aW9uOmFic29sdXRlO3RvcDo1MCU7bGVmdDo1MCU7bWFyZ2luLWxlZnQ6LTUwcHg7bWFyZ2luLXRvcDotMzVweH0jcGxheUFycm93e3dpZHRoOjA7aGVpZ2h0OjA7Ym9yZGVyLXRvcDoxNXB4IHNvbGlkIHRyYW5zcGFyZW50O2JvcmRlci1ib3R0b206MTVweCBzb2xpZCB0cmFuc3BhcmVudDtib3JkZXItbGVmdDoyNXB4IHNvbGlkICNmZmY7fTwvc3R5bGU+PGRpdiBpZD0ncGxheUJ0bic+PGRpdiBpZD0ncGxheUFycm93Jz48L2Rpdj48L2Rpdj48c2NyaXB0PmRvY3VtZW50LmJvZHkuYWRkRXZlbnRMaXN0ZW5lcignY2xpY2snLCBmdW5jdGlvbigpe3dpbmRvdy5wYXJlbnQucG9zdE1lc3NhZ2Uoe2FjdGlvbjogJ3BsYXlCdG5DbGlja2VkJ30sICcqJyk7fSk7PC9zY3JpcHQ+PC9ib2R5Pg==»/>
Выполните черновые и чистовые пропилы.
Допустим, вы разрезаете длинный 30-дюймовый кусок гидроизоляции пополам. Вместо того, чтобы пытаться получить идеальный разрез с первой попытки, может быть лучше отрезать на ½ дюйма от точки, где вы действительно хотите получить правильный разрез. Затем этот грубый срез можно легко очистить вторым, более легким проходом ножницами для жести. Убедитесь, что второй проход выполняется так, чтобы нижняя челюсть была обращена к месту, где будет обрезок, так, чтобы сторона отходов загибалась вверх, а рабочая сторона металла не гнулась.
Не нагружать тяжелые металлы.
При резке швов и толстого металла используйте ножницы для резки металла. Резка металла, слишком толстого для ваших лезвий, приведет к повреждению как инструмента, так и металла. Более длинные ножницы для олова и сложные ножницы лучше всего подходят для тяжелого гофрированного металла.
Резка металла, слишком толстого для ваших лезвий, приведет к повреждению как инструмента, так и металла. Более длинные ножницы для олова и сложные ножницы лучше всего подходят для тяжелого гофрированного металла.
Металл прощает.
Когда вы покрываете порезы вышивкой и т. Д., НЕ ОБЯЗАТЕЛЬНО потеть, чтобы получить красивую линию разреза. Просто избегайте того, чтобы он был действительно неровным, чтобы он не начал изнашиваться через десятилетие или два. Бывают неровные края — вот для чего нужна обрезка!
Практика ведет к совершенству
Может быть непросто освоить ножницы для жести. В конце концов, важно убедиться, что у вас есть крепкие и прочные ножницы, соответствующие толщине металла, с которым вы работаете.Лучше делать короткие последовательные штрихи.
Конечно, все дело в практике. Прежде чем вы начнете вырезать «настоящий» материал для своей работы, попробуйте сделать несколько практических сокращений. Затем, когда вы действительно приступите к работе, сделайте черновые надрезы на полдюйма или около того от того места, где вы хотите, чтобы был реальный надрез, прежде чем очистить его еще одним проходом.
Вскоре вы почувствуете себя комфортно и сможете контролировать свои порезы.
И не забудьте перчатки
Использовать толстые перчатки, например толстую кожу, при резке металла разумно, так как края могут быть опасно острыми.Работайте безопасно, и вы останетесь невредимыми.
Нужно больше?
Дополнительные статьи можно найти в нашей библиотеке DIY для металлических кровель.
Высечные ножницы против ножниц — что лучше всего для резки листового металла?
Высечные ножницы и ножницы — два наиболее распространенных электроинструмента, доступных для резки листового металла, которые обеспечивают более быструю и менее утомительную альтернативу ручным инструментам. Однако многие неопытные пользователи часто не понимают, в чем разница между ними и какие преимущества они дают (кстати, оба термина — ножницы и ножницы — также могут относиться к типам ручных инструментов, что немного усугубляет путаницу).В нашем руководстве «Ниблеры против ножниц» мы дадим краткое описание каждого инструмента и некоторых приложений, для которых они могут быть предпочтительнее.
Высечные ножницы
Высечные ножницы, такие как аккумуляторные высечные ножницы Bosch GNA 18 V-16 18v, идеально подходят для резки гофрированного листового металла.
Легкий способ вспомнить, как работает кусачий нож, — это представить его как своего рода моторизованного металлического жевательного грызуна. Он буквально прокусывает листовой металл на высокой скорости, разбрызгивая небольшие полукруглые стружки, когда проходит через заготовку.Для этого используется пуансон и матрица на рабочем конце инструмента, который со временем изнашивается и требует замены.
Подобно жеванию маленького грызуна, высечка разрушает материал на своем пути, что означает, что он не подходит для резки очень тонких линий, как ручные ножницы или ножницы; однако окружающий металл остается неискаженным (хотя может потребоваться очистка для удаления любых следов обработки и острых краев). Тот факт, что он удаляет материал, когда он прорезает его, может быть полезным при вырезании небольших каналов или вырезов, что часто было бы намного более утомительным при использовании альтернативных методов.По той же причине высечные ножницы иногда используются скульпторами и мастерами по металлу для вырезания узоров из листового металла. Увеличивая свое мастерство в этой области, высечные ножницы также могут легко преодолевать крутые повороты, а это означает, что опытный оператор может владеть ими со значительным контролем, подобно лобзику, при резке более сложных форм. Вырезание прямых линий легко достигается за счет движения высечного ножа по прямому краю, а вырезы в центре листа просто начинаются с просверленного отверстия.
Еще одна работа, которая идеально подходит для высечных работ, — это резка гофрированного листового металла. Узел удлиненной матрицы выступает под углом 90 градусов к корпусу двигателя и означает, что инструмент может перемещаться по пикам и впадинам, не заедая и не заедая. В случаях, когда это невозможно из-за того, что корпус инструмента контактирует с металлом, большинство высечных ножей обеспечивают возможность поворота резца; это затем позволяет оператору держать инструмент под прямым углом к заготовке и продвигаться вдоль материала вбок, как это видно на изображении выше.
Нибблеры производят много отходов в виде крошечной металлической стружки.
Пока все хорошо. Однако основная проблема, с которой сталкиваются многие пользователи с высечными ножами, — это отходы, которые они создают. Среднестатистическое приложение для грызения будет производить тысячи крошечных чипов, и если не принять должных мер по их сдерживанию, они могут попасть абсолютно везде. Эти сколы достаточно острые, чтобы вызвать травмы, и часто оставляют царапины на полу и любых других поверхностях, с которыми они соприкасаются. Кроме того, они могут попасть в машины и электрические системы, что может вызвать короткое замыкание и повреждение посторонними предметами.Поэтому хорошая подготовка является ключом к использованию высечного ножа: помимо обеспечения удержания стружки в рабочей зоне, где это возможно, многие пользователи используют такие инструменты, как магниты и магнитные ролики, чтобы сохранить свое рабочее место в чистоте.
Ножницы
Механические ножницы
для листового металла представлены в двух основных вариантах: одинарные режущие инструменты, которые очень похожи на высечные ножницы, и двойные режущие инструменты, которые обычно напоминают дрель или сабельную пилу со странным металлическим приспособлением, прикрепленным болтами к концу.
Ножницы одинарные
Одинарные ножницы, такие как Makita JS3201, подходят для тяжелых работ.
Действие ножниц для одиночной резки практически такое же, как и при использовании ножниц (или ножниц, если на то пошло). По мере того, как машина продвигается через материал, заостренное подвижное лезвие быстро режет неподвижное лезвие, или опору, с металлом между ними. Он аккуратно разрезает листовой металл без образования отходов, хотя обычно он в некоторой степени деформирует (то есть деформирует или сгибает) материал, когда он прорезает его.По этой причине они обычно не являются первым выбором, если металл необходимо держать в плоском состоянии или используется для применения с определенными допусками. Ножницы с одинарной резкой могут резать кривые, но обычно требуют более широкого круга поворота, чем высечные ножницы, и если их толкнуть за пределы их возможностей, они оставят неровные и искаженные края.
Одним из основных преимуществ одинарных ножниц является их режущая способность. Они обычно способны выполнять более тяжелые задачи по резке, чем ножницы для двойной резки или высечные ножницы; например, Makita JS3201 предлагает максимальное количество разрезов 3.2 мм из низкоуглеродистой стали, что более чем вдвое превышает номинальную мощность большинства инструментов в двух других лагерях.
Ножницы двойные
Ножницы с двойным разрезом удаляют тонкую полоску по мере прорезания материала. Они не деформируют металл, как ножницы для одинарной резки, что делает их полезным инструментом для чистых разрезов листового металла меньшей толщины.
Ножницы с двойной резкой называются так потому, что в них используются два отдельных резца, которые удаляют тонкую полоску материала, когда инструмент продвигается через материал. В этом отношении они оставляют более широкий пропил, как высечные ножи, но после этого их намного легче убрать.Кроме того, они режут с минимальными искажениями, если остаются достаточно прямыми; Ножницы с двойным резом плохо справляются с криволинейными резками и не подходят для более тяжелых работ, таких как ножницы с одинарным резом. Однако для многих применений в тонком листовом металле они обеспечивают быстрый и простой способ получения чистого пропила, сохраняющего форму и структуру металла без образования лишних отходов.
Альтернативные методы
Конечно, механические ножницы и высечные ножницы — это еще не все для резки листового металла.Наряду с их однофамильцами в мире ручных инструментов, которые предлагают более трудоемкий (но намного более дешевый) метод решения этой задачи, есть несколько других инструментов, которые обычно используются для обработки листового металла. К ним относятся угловые шлифовальные машины с дисками для резки металла, лобзики с лезвиями для резки металла, плазменные резаки и специальные дисковые пилы для резки металла. И вы не ограничены только электроэнергией: пневматические высечные ножницы и ножницы — популярный выбор для гаражей и кузовных мастерских.Таким образом, независимо от того, в каком приложении вы работаете, есть большая вероятность, что вы сможете найти идеальное решение для выполнения работы.
Какой инструмент лучше всего подходит для работы с листовым металлом? Дайте нам знать в комментариях ниже.
Как разрезать листовой металл (Руководство для DIYer’s)
Фото: amazon.com
Если вы ремонтируете воздуховоды, заменяете кровлю или время от времени занимаетесь ремеслом из металла, вам придется тесно сотрудничать с листовым металлом.
Лист меди, олова или алюминия, используемый в жилых помещениях, часто бывает очень тонким, поэтому его легко согнуть, надрезать или выдолбить во время манипуляций. Чтобы избежать этих ошибок новичков, выбор правильного инструмента является первым решающим шагом в резке листового металла. Разнообразные инструменты — молоток и долото, угловая шлифовальная машина или ножовка — могут подойти для этой задачи, но ножницы для жести, как правило, являются лучшим и наиболее экономичным вариантом для тех, кто занимается своими руками.
Также называемые ножницами-авиаторами, эти ручные инструменты, похожие на ножницы, режут листовой металл толщиной до 18 с высокой точностью, не оставляя рваных, изогнутых краев на готовом изделии.Купите их в местном центре по ремонту дома по цене от 15 до 20 долларов за штуку, и вы можете начать делать контролируемые надрезы по прямым или кривым линиям.
Инструменты и материалы
Фото: istockphoto.com
Step 1
Купите пару ножниц для жести, прямых или изогнутых, подходящих для того типа резки, который влечет за собой ваш проект. Многие производители оловянных ножниц используют цветную маркировку ручек для обозначения трех основных разновидностей ножниц: красные ручки указывают, что ножницы режут влево, ножницы с зеленой рукояткой режут вправо, а ножницы с желтой ручкой режут прямо.
Step 2
Установите прочный, устойчивый рабочий стол, способный выдержать размер листового металла, который вы собираетесь резать. Как правило, лист фанеры или аналогичного материала размером 4 на 8 футов, поддерживаемый двумя козлами, становится идеальным верстаком для проектов из листового металла.
Step 3
Поместите листовой металл на верстак и разложите выкройку с помощью рулетки, карандаша и линейки.
Если ваш проект требует криволинейных разрезов, сделайте простой, экономичный и регулируемый шаблон, создав желаемую кривую сначала с помощью куска пластмассы.Зажмите два деревянных блока (размером не менее 2 дюймов в высоту) вдоль полосы обшивки 1 × 2 длиной 8 футов, затем согните кусок пластикового карниза размером 1/2 дюйма или меньше, чтобы скользить между ними. Вместе, между прямым пропилом дерева и изогнутой лепниной, вы получите конфигурацию, которая выглядит как буква «D». Блоки удерживают каждый конец карниза на месте, а их расстояние друг от друга определяет изгиб. Просто ослабьте зажимы и переставьте блоки, чтобы при необходимости отрегулировать форму кривой.Как только вы будете довольны формой, поместите всю композицию на листовой металл, чтобы обвести ее, а затем удалите.
Step 4
Наденьте защитные очки и рабочие перчатки и возьмите ножницы для жести. В начале каждого реза важно полностью открыть инструмент и как можно глубже посадить край листового металла в губки. Совместите лезвие инструмента с линией рисунка (нарисованной карандашом линией, по которой вы собираетесь разрезать), поддерживая контакт между листовым металлом и верхним лезвием ножниц для жести.Сожмите ручки одной рукой, чтобы сделать разрез, и повторяйте этот процесс, пока разрез не будет завершен.
Фото: istockphoto.com
Шаг 5 (необязательно)
Если в вашем проекте требуется вырезать отверстие в центре листового металла, нарисуйте его на металле, как любую другую линию разреза. Затем создайте пилотное отверстие в начерченном карандашом круге с помощью дрели, оснащенной металлической фрезой диаметром 1/2 дюйма или более, чтобы приспособить губки ножниц для олова. Вставьте кончики губок для ножниц для резки металла через пилотное отверстие и отрежьте желаемый радиус, используя соответствующие изогнутые ножницы для резки металла влево или вправо.
STEP 6
Наконец, проведите металлическим напильником по краям, чтобы очистить их и удалить оставшиеся заусенцы со свежего среза.
Как резать листовой металл »Блог о ноу-хау NAPA
Будь то реставрация, быстрый ремонт или художественный проект, знание того, как резать листовой металл, является частью работы по дому. Безопасное выполнение работы с целыми деталями и красными деталями внутри, где они должны быть, чертовски важно. Есть много способов разрезать листовой металл, и какой из них нужно использовать, зависит от проекта.Ниже приводится краткое описание инструментов и методов резки листового металла.
All About Gauge
Самым важным фактором, который следует учитывать при работе с листовым металлом, является калибр. Чем меньше число, тем металл толще. Большинство инструментов для резки листового металла имеют толщину 16 и более тонких, 14 калибр по-прежнему является листовым металлом, но в обычных формах, 11 калибр, хотя технически листовой металл имеет толщину 1/8 дюйма, а не совсем листовой металл для В этой статье мы остановимся на размерах 16 и более тонких.Кроме того, если вы действительно пытаетесь использовать лист 14-го калибра, вы либо знаете, что делаете, либо вам нужно получить более тонкий металл, так как с 14-дюймовым действительно сложно работать с ручными инструментами для автомобильных целей.
Обратите внимание на номинал калибра для ваших инструментов. Если там написано 18-го калибра, это действительно предел. Вы можете повредить инструмент, используя его с более толстым материалом. Кроме того, большое значение имеет тип металла, который вы режете. Вы можете увеличить толщину на пару с алюминием — сталь 20-го калибра vs.Алюминий 18-го калибра, но с нержавеющей сталью все наоборот. Если он может работать со сталью 18-го калибра, он может справиться с нержавеющей сталью 22-го калибра, а это большая вероятность. Нержавеющая сталь намного плотнее стали и, как известно, разрушает инструменты.
Ручной инструмент
Ножницы для олова действительно хороши для тонкого листового металла и небольших разрезов. Однако попытка вырезать большой кусок не принесет успеха.
Стандартные ножницы для жести выпускаются трех стандартных размеров, и все три должны быть у вас под рукой.Они отлично подходят для выполнения небольших надрезов.
Самым распространенным ручным инструментом для резки листового металла являются ручные ножницы, также известные как «ножницы для жести». Есть несколько версий, от ножниц старой школы до гораздо лучших ножниц, которые действительно могут маневрировать на поворотах и поворотах. Тип ножниц имеет более тонкие лезвия, форма которых позволяет выполнять определенные разрезы. Некоторые из них имеют прямую линию, некоторые поворачивают налево, некоторые направо, а некоторые делают все три, но не так хорошо, как специальные стили предыдущих трех.Вы хотите, чтобы все четыре были под рукой. Когда дело доходит до ручных ножниц, чем длиннее ручка, тем лучше рычаг, за счет чего повышается маневренность.
Стрелки на ручке показывают направления, в которых ножницы будут резать.
Механический инструмент
Существует около миллиарда механических режущих инструментов, от массивных гидравлических ножниц до ножных ножниц, отрезных кругов и пил. Мы расскажем об основных инструментах, которые типичный производитель начального уровня может себе позволить и разместить в своей мастерской.Мы разделили эту категорию на пять категорий: резка, пиление, шлифование, выжигание и нарезка. Хотя некоторые из них могут показаться избыточными, это не так.
Стрижка
Обычные ножницы, подобные ножницам, являются находкой для любого производителя листового металла. Они недешевы, поэтому, скорее всего, в вашем магазине их не будет.
Это разрез по прямой. Это все, что у вас есть, никаких кривых. Стрижка обычно выполняется двумя лезвиями, которые прижимаются к краям ножа. Так работают большие ножницы.Есть небольшие версии для мастерских, которые очень удобны. Если у вас нет места или денег, чтобы купить ножницы, вы можете купить ножницы меньшего размера. Существуют настольные тисковые ножницы (шириной около 4-6 дюймов) и гидравлические прессовые ножницы, которые помогут вам делать чистые разрезы с прямой кромкой.
Пила
Ленточная пила, особенно с регулируемой скоростью, может разрезать что угодно. Помните — медленная скорость с максимально возможным количеством зубьев на лезвии для резки металла.
Эта категория охватывает большую территорию.Все, что использует вращающееся или возвратно-поступательное полотно, относится к типу пилы. Ленточная пила — один из лучших способов резки листового металла обычным домашним мастером. Лезвие движется только в одном направлении, поэтому меньше сотрясений на месте резки, плюс у вас есть прочный стол, который поддерживает металл во время резки. Хитрость с ленточной пилой заключается в том, чтобы максимально замедлить ее, обычно лучше всего 200-700 об / мин, с как можно большим количеством зубьев на дюйм (TPI) на лысине. Вы можете обойтись деревянным лезвием на тонком листе, но 16 калибра съедят лезвие 8 TPI в спешке.Если вам нужно использовать ленточную пилу по дереву, увеличьте TPI и используйте много аэрозольной смазки, чтобы лезвие оставалось холодным. Это тепло, которое быстрее всего убивает лезвие. Кроме того, работайте очень медленно, это также снижает износ лезвия.
Маленькая корпусная пила, подобная этой, хороша для сложных пропилов листового металла. Они проходят через лезвия больше нечем, так что запасайтесь.
Сабельные пилы и лобзики подходят для обработки листового металла, но они действительно создают беспорядок. Для обрезки листового металла можно использовать лобзик на столе, но лучше подобрать что-нибудь другое.
Шлифование
Самым распространенным способом резки листового металла в цехе является шлифование. Этот отрезной круг разъедает листовой металл, как масло.
Отрезной круг — это шлифовальный станок и, вероятно, наиболее часто используемый инструмент для резки листового металла своими руками. Они работают, доступны по цене и довольно универсальны, но они также занимают много времени, и вам остается лишь часть вашего слуха, когда вы закончите. Секрет эффективного использования отрезного круга для листового металла — это более высокая скорость и более тонкие круги.Электрическая шлифовальная машина с тонким отрезным кругом может очень быстро пройти сквозь четверть панели, и это приятно. Просто убедитесь, что соблюдаете надлежащие процедуры безопасности (см. Нашу статью о резке и шлифовании здесь), чтобы обезопасить себя.
В то время как пневматические отрезные круги великолепны, отрезные круги с электроприводом работают намного быстрее и не увязнут в металле.
Горение
Вы можете не думать об использовании кислородно-ацетиленовой горелки для точной резки листового металла и, вероятно, не должны, но это не единственный способ прожечь листовой металл.Самый быстрый способ резки листового металла сложной формы или по прямой (без ножниц) — это плазменный резак. При установке на низкую силу тока плазменный резак не деформирует металл и может производить быстрые и чистые разрезы, которые помогут вам быстро выполнить работу. Плюс плазменный резак можно использовать и для толстого металла, так что они действительно удобны. Они могут быть дорогими, начиная с 750 долларов, но как только они у вас появятся, вы удивитесь, как раньше жили без них.
Прожигание листового металла — самый быстрый способ получить рез, но если вы не будете очень осторожны, вы можете испортить и свой рез.В качестве направляющей используйте деревянную прямую кромку.
Уловка для получения чистой резки с помощью плазмы — это терпение и сосредоточенность. Если вам нужно отрезать прямую линию, прижмите лист к металлическому столу так, чтобы край, который нужно отрезать, находился рядом со столом. Отметьте свою линию и зажмите 2 × 4 или даже мерку параллельно краю (используйте головку резака, чтобы получить правильный интервал), и тогда у вас будет простое руководство для получения чистого прямого среза. Для кривых и сложных форм используйте свободную руку, чтобы направлять вас.
Нарезка
Вы можете подумать, что нарезка — это то же самое, что и резка, но это не так.На рынке есть всевозможные инструменты для резки листового металла, и они делают намного больше, чем прямые линии. На самом деле нам нужно еще больше разбить эту на ручную и электрическую.
Ручная нарезка — Ножницы Beverly
Не столь распространенные в наши дни, ножницы Beverly действительно хороши для резки сложных форм с большим контролем.
Ножницы Beverly похожи на консервный нож с двумя колесами, одно из которых вращается, и режет металл.Они доступны как в ручном, так и в механизированном виде, но большинство из них ручное. Вы управляете вращающейся ручкой, чтобы втягивать металл в колеса и резать. Как правило, они не имеют горловины, что означает, что две стороны металла проходят сквозь лезвие, а вертикальная опора достаточно тонкая, чтобы металл мог разделиться между ними. Они очень полезны для сложных кривых.
Механизированная нарезка — Высечные ножницы
Высечные ножницы — отличный инструмент, вам просто нужно быть осторожным с 10 миллиардами полумесяцев, которые они пробивают.#NoBareFeet
Высечные ножницы бывают разных форм: как автономный пневматический или электрический инструмент, или как насадка на дрель. Они действительно хорошо работают с острым лезвием пуансона, но поскольку пуансон тупит, они становятся кошмаром. Представьте себе лобзик с круглым перфоратором вместо пильного полотна. Пуансон захватывает металл между пуансоном и матрицей, откусывает форму полумесяца, а затем захватывает еще один кусок. Они действительно хороши, пока маленькие полумесяцы не попадут в ботинок или в карман, эти плохие парни причиняют боль.Просто будь осторожен, и все будет хорошо. Их приятно иметь, просто убедитесь, что у вас есть запасные перфораторы, так как тупой часто зависает, и если вы сломаете один в середине проекта, вам придется поменять инструменты или подождать, пока вы не получите замену.
Механизированная нарезка — Электрические / пневматические ножницы
Ручные ножницы делают эти маленькие бухты, которые имеют тенденцию мешать, но когда у вас есть хороший рулон, они становятся быстрыми и легкими.
Эти ножницы имеют два неподвижных лезвия с одним возвратно-поступательным лезвием в центре (у некоторых есть только одно фиксированное лезвие и одно подвижное лезвие).Они работают так же, как ножницы, за исключением того, что из центра лезвий выходит изгиб листового металла. Это позволяет ножницам делать крутые изгибы и изгибы. Пневматические ножницы имеют тенденцию застревать, но электрические ножницы обладают достаточным крутящим моментом, чтобы преодолевать крутые повороты. Недостатком является то, что электрические версии тяжелые, поэтому вы быстро утомляетесь и теряете контроль над долгими проектами, когда вам нужно дотянуться до большого листа металла. Вам также придется иметь дело с завивающимся металлом, который может мешать.
Проблема пневматических и электрических ножниц в том, что лезвия могут сломаться, как этот. К счастью, запасные лезвия доступны.
Работать с листовым металлом несложно, если у вас есть подходящий инструмент. Те ножницы, которые вы купили в ночном телевизионном рекламном ролике, НЕ подходят. Только не забудьте защитить глаза, уши и кожу от осколков.
Ознакомьтесь со всеми инструментами и оборудованием, доступными на NAPA Online, или доверьтесь одному из наших 17 000 пунктов обслуживания AutoCare NAPA для текущего обслуживания и ремонта.Для получения дополнительной информации о том, как резать листовой металл, поговорите со знающим экспертом в местном магазине NAPA AUTO PARTS.
Нэнси Л. Т. Гамильтон Нэнси Л. Т. Гамильтон
Какие ножницы следует использовать для резки листового металла?
Вопрос
«Я просмотрел имеющееся у вас учебное пособие по настольным ножницам для резки металла. Я могу купить несколько размеров. Как вы думаете, «4-дюймовые настольные ножницы» наименьшего размера могут легко разрезать листы из серебра 18-й степени? Поскольку я женщина небольшого роста, мне нужно знать, какими ножницами можно ее легко разрезать, не прикладывая особых усилий.”
Ответ
Существуют ручные ножницы и ножницы большего размера.
Резка металла ручными ножницами возможна при резке цветных металлов толщиной не более 20 калибра. Сталь, железо и нержавеющая сталь — это совсем другое дело, и для них требуются еще более специализированные инструменты.
Большинство ножниц с ручками довольно просты в использовании — если они установлены на прочном верстаке или столе. Установите ножницы в таком месте, где вы можете использовать вес своего тела для облегчения нажатия на ручку (возможно, на уровне талии или ниже).Толстые калибры потребуют значительно больше усилий, чем, скажем, 24 калибра. Я прикрепляю ножницы к дереву, и они крепко зажимают их (с помощью струбцин) на моем верстаке. Вы также можете прикрутить их к столешнице. Вы можете подумать о том, чтобы зажать или закрепить болтами нижнюю часть — скажем, скамейку для сидения или пень, чтобы вы могли использовать свой вес при резке.
Следует рассмотреть 3 основных типа ножниц и несколько специальных ножниц:
- Гильотинные ножницы также известны как квадратные ножницы или прецизионные ножницы . Гильотинные ножницы имеют стол и часто направляющую, с помощью которой выравнивается металл. Гильотинные или прецизионные ножницы действительно великолепны для создания идеальных разрезов под углом 90 °, 45 ° и других углов. Они оставляют вас с красивыми прямыми краями и экономят массу времени на шлифовку, шлифовку и стук по металлу ровно и по углам. Раньше у меня были 4-дюймовые прецизионные ножницы Pepe Tool , но недавно я обновил их до 6-дюймовых прецизионных ножниц Pepe Tool . Я люблю это! Мне нравятся ножницы большего размера, потому что большая часть моего металла идет с одной стороной 6 дюймов.Ножницы идеально режут мой металл. Режет цветные металлы до 18 калибра: золото, серебро, латунь, медь, бронзу, алюминий и др. Без стали, чугуна, нержавеющей стали.
- Настольные или рычажные ножницы , которые используются для черновой резки и резки более тяжелых и больших листов металла — например, 16-го калибра. Pepe Tools выпускает версию для тяжелых условий эксплуатации. « Режет лист толщиной 1,6 мм или круглую заготовку толщиной 10 мм из низкоуглеродистой стали ». (Цитата: Pepe Tools). Это означает, что он легко режет ваши цветные металлы (конечно, необходимо учитывать калибр).
- Ножницы без воротника t подходят для криволинейных и прямых резов, но, как и настольные ножницы, не являются прецизионным режущим инструментом. Они называются ножницами без горловины , потому что вы не протягиваете металл по его «горловине», как гильотинные ножницы, и можете перемещать металл, чтобы вырезать изгибы. У Амазонки много разновидностей . (Ссылка работает, хотя на нее не похоже!)
- Пластинчатые ножницы в основном представляют собой ножницы без горловины.
У некоторых ножниц в верхнем лезвии есть отверстия для резки прутка и проволоки.
Специальные ножницы
Электрические ножницы . Существуют также электрические ножницы, но ширина полосы пропила достаточно велика, поэтому вы тратите много металла — не очень хорошо, если металл является драгоценным металлом. Они могут резать металл быстро, но не сделают мелких сложных резов. Amazon имеет некоторые из них, они довольно недорогие и, предположительно, предназначены для резки стали весом 14 г.
Вырубные ножницы . Подобно электрическим ножницам: они режут широкие полосы металла и не могут создавать тонкие, замысловатые детали, которые используют ювелиры, но они разрезают ваш металл на куски.Amazon предлагает несколько различных типов: Double Head Sheet Nibler и Versi Cutter , и это лишь некоторые из них. Изображенный высечные ножницы будут резать железо до 15 (1,8 мм), нержавеющую сталь до 18 (1,0 мм).
Ножницы с приводом от педали. Они просты в эксплуатации и могут резать большие листы металла, но занимают много места. На удивление недорого для такого большого куска стали! Я видел бывшие в употреблении на eBay за 400 долларов США. Интересно, сколько стоит заточка или замена лезвия? Интересно, потому что, вы можете предположить, что использованные будут скучными.Новые ножницы стоят от 1100 долларов и выше. Изображенные ножницы для ножек ( Jet FS-1652J Foot Shear ) стоят около 2500 долларов. Он может резать мягкий металл толщиной до 14: медь, алюминий и т. Д.
Многие ювелиры используют как настольные ножницы, так и ножницы без горловины с гильотиной. Настольные ножницы или ножницы без горловины используются для резки больших листов металла по размеру, а гильотина — для чистых, ровных и неизогнутых разрезов. Но не обязательно иметь два — просто хорошо иметь и то, и другое.
Перед покупкой ножниц вам следует принять во внимание:
- Размер, толщина и тип металла, который вы будете резать
- Какой у вас ценовой диапазон
- Сколько места у вас на рабочем столе или в студии?
- Для чего вы это будете использовать.Вам просто нужно разбить большие листы металла или вы будете делать точные вырезы для таких вещей, как кольца, манжеты, изготовление коробок и другие высокоточные предметы?
При покупке ножниц, я не могу это подчеркнуть, обязательно проверьте, какой толщины металла он режет и какой размер металла вы будете резать . Довольно много гильотин, как я исследовал, режут только 22 калибра и меньше. Если вы будете резать 18 г или 20 г, эти ножницы вам не подойдут. Это касается и проволоки.Вот моя таблица сверл для преобразования десятичных дюймов в калибр (большинство поставщиков, не связанных с ювелирными изделиями, указывают размеры в дюймах).
Тормоза, валки и ножницы для листового металла — Металлообработка
Baileigh Industrial разрабатывает и производит линии для торможения, резки и прокатки листового металла, которые выдерживают года, даже десятилетия прибыли и производительности при максимальной производительности .
Почему стоит выбрать тормоз, ножницы или ролики для листового металла Baileigh?
- Мы применяем высокие стандарты качества к машинам для широкого спектра потребностей , от доступных решений для любителей до моделей промышленного уровня для самых сложных проектов.
- «Обновления» и «дополнительные услуги» входят в стандартную комплектацию . Например, многие модели коробчатых и поворотных тормозов поставляются с несколькими наборами пальцев и противовесами для гибки.
- Жесткие стальные пластины или чугунные рамы и опоры обеспечивают точность, уменьшают вибрацию и продлевают срок службы станков.
- На наши машины распространяется 1-летняя гарантия на детали и пожизненная техническая поддержка по телефону.
Тормоза из листового металла
- Прямые металлические тормоза — тормоза от 48 дюймов до 13 футов для выполнения поворотов до 135 °.
- Ручные тормоза для коробок и поддонов из листового металла — Тормоза длиной от 2 до 13 футов, включающие закаленные наборы пальцев для изготовления коробок и сковородок различных размеров.
- Гидравлические тормоза для листового металла — Программируемые гибочные машины для более быстрого производства листового металла большой толщины.
- Магнитные тормоза для листового металла — тормоза 16-го калибра, идеально подходящие для приложений необычной формы, таких как закрытые коробки и треугольники.
Ролики скольжения и листовые
- Вальцы скольжения — Ручные модели роликов скольжения хорошо подходят для создания прототипов и мелкосерийного производства.Приводные скользящие валки могут обрабатывать продукцию в цехах ОВК и обычных фабриках.
- 3-валковые вальцы для листового металла — Модели листовых валков с электронным приводом и гидравлическим приводом предлагают цифровое считывание для воспроизводимости производственных циклов.
- Четырехвалковые валки для листового металла — Каждый промышленный валок для листового металла может быстро зажать толстый стальной лист в цилиндры небольшого диаметра.
Ножницы для листового металла
- Ножницы для листового металла с ножками — Ножницы с хромированными лезвиями для малых и средних магазинов и школ.
- Гидравлические ножницы для листового металла — Наша широкая линия гидравлических ножниц варьируется от моделей для средних мастерских до станков с ЧПУ для тяжелого промышленного производства.
- Ручные ножницы для листового металла — Компактные решения для небольших деталей из листового металла.
- Пневматические гидравлические ножницы — Пневматические ножницы для резки материалов толщиной до 16.
Читать далее
Читать меньше
Комбинированные машины
Посмотреть все
Экономьте место и деньги с помощью срезного тормозного ролика или срезного тормоза.Идеально подходят для небольших производственных партий, они могут выполнять несколько функций — резку, гибку и / или формовку — без ущерба для качества. Узнать больше о Комбинированные машины
Тормоза из листового металла Посмотреть все
Наши машины стандартно поставляются с функциями, за которые другие бренды могут взимать дополнительную плату, такими как упорные стержни на прямых металлических тормозах и наборы металлических пальцев на коробчатых тормозах.Подробнее о Тормоз для листового металла
Ролики скольжения и пластины Посмотреть все
Наши модели скользящих и плоских валков обеспечивают годы безотказной эксплуатации. Диапазон машин варьируется от доступных настольных моделей с ручными скользящими роликами до гидравлических 4-х роликовых листовых роликов. Подробнее о роликах скольжения и пластин
Ножницы для листового металла Посмотреть все
Независимо от типа и мощности ножницы для листового металла Baileigh всегда отлично режут.В чем наш секрет? Обширные исследования плюс разработки плюс высококачественные материалы. Подробнее о Ножницы для листового металла
Ножницы для листового металла
и Nibbler
Металлообработка — одна из самых сложных отраслей из-за сложности производственных процессов. Те, кто регулярно работает с толстыми металлическими листами, выполняют несколько процессов, чтобы получить металл в требуемых характеристиках для дальнейшей формовки.Среди таких операций большую роль играет резка листового металла. Для резки листового металла доступно несколько инструментов, которые помогут вам выполнять работу быстрее и в то же время позволяют выполнять чистые разрезы за счет уменьшения повреждения заготовки и риска травм. В этом посте обсуждаются наиболее часто используемые инструменты для резки листового металла, то есть высечные ножницы и ножницы. Читайте дальше, чтобы узнать сравнение между ними.
Сделайте правильный выбор между высечными ножницами и ножницами
Несмотря на то, что это самый известный и популярный режущий инструмент, многие из нас до сих пор не осознают основных различий между высечными ножницами и ножницами.Чтобы сделать правильный выбор, вы должны сначала узнать об инструментах. Давайте посмотрим краткое описание высечных ножниц и ножниц.
- Высечные ножницы : эти универсальные режущие инструменты, доступные в ручном или настольном исполнении, помогают точно разрезать листовой металл, не повреждая заготовку. Эти удобные и универсальные режущие устройства работают без усилия подачи, деформации, выбросов или искр. Эти режущие инструменты широко используются для изготовления отрезков, небольших каналов или вырезов, труб и гофрированных или трапециевидных листов.Инструмент может резать широкий спектр стальных материалов различной толщины, позволяя легко и быстро менять направление.
- Ножницы : Ножницы, которые помогают вырезать небольшие изгибы и прямые пропилы, используются для резки алюминия, латуни, меди, свинца и других материалов. Обладая долговечностью и надежностью, эти инструменты для резки листового металла позволяют выполнять повторяемые разрезы, сокращая при этом отходы. Они компактны и предназначены для более быстрой и менее утомительной резки.Доступные в версиях с пневматическим или электрическим приводом, ножницы известны своей высочайшей скоростью, оптимальной производительностью и эффективностью.
Какой выбрать?
Хотя и высечные ножницы, и ножницы предназначены для выполнения одного и того же режущего действия, между ними есть несколько различий. Давайте посмотрим на некоторые из них.
- Высечные ножницы — не идеальный выбор для резки очень тонких линий. Однако то же самое можно сделать с помощью ручных ножниц.
- В отличие от ножниц, высечные ножницы широко используются для вырезания узоров из листового металла.
- Режущее действие приводит к меньшим потерям по сравнению с высечкой, при которой образуются тысячи крошечных стружек.
- Режущий инструмент подходит для тяжелых задач резания по сравнению с высечными ножами.
- Поскольку режущий инструмент создает меньше отходов, намного проще очистить пространство после резки, в отличие от операции высечки, при которой повсюду образуется стружка.
- Ножницы режут с минимальным искажением, в отличие от высекальных ножей, которые разрушают материал на своем пути.
- Идеально подходит для прототипирования и небольшого производства, высечные ножницы просты в эксплуатации в труднодоступных местах, в отличие от ножниц.
- Ножницы легко режут низкоуглеродистую сталь 14-го калибра и нержавеющую сталь до 18-го калибра быстро и бесшумно, без деформации и изгиба.
Обладая этой информацией, вы должны быть в состоянии сделать правильный выбор между двумя вариантами резки листового металла в соответствии с требуемыми характеристиками. Однако, помимо предоставленной информации, вы должны знать гораздо больше технической информации об этих режущих инструментах.Сотрудничество с надежной компанией, производящей и распространяющей инструмент из листового металла, несомненно, поможет вам в этом отношении. В конце поста сообщается о таком производителе, Woodward Fab, который хранит большой запас высечных ножниц и режущих инструментов. Они не только предлагают высококачественные режущие инструменты, которые впечатляюще подходят для резки широкого спектра материалов различной толщины, но также предлагают непревзойденную помощь клиентам, чтобы лучше узнать продукт.
Сообщение в блоге о связанных ножницах:
- 5 советов по безопасности при работе с ножницами для листового металла
.